

2.12 Бляхарське відділення
Бляхарське відділення призначене для усунення несправностей елементів кузова та кабіни в процесі експлуатації. У відділенні виконують роботи по усуненню ум’ятенів, розривів, випинів, тріщин і пошкоджень від корозії на кабіні, дверках, крилах, підніжках, облицюванні радіатора, ремонту каркасів сидінь, а також виготовляють нескладні деталі кузова, кабіни, оперіння .
Загальна технологія виконання бляхарських робіт включає в себе наступні операції та види робіт:
правку та рихтування листового матеріалу;
розмічання і крій (різання та рубку) із листового матеріалу кріпильних і каркасних деталей;
зикування шляхом видавлювання напівкруглих або трапецеподібних заглиблень у листових заготовках для надання їм додаткової жорсткості;
згин, відбортовку, викатку, прокатку і закатку металевої стрічки і дроту у бляхарські вироби;
рифлення шляхом утворення на кінцях труб рифтів, призначених для з’єднання трубопроводів гумовими шлангами;
посадки і вибивання з метою зміни форми заготовки;
фальцювання листових заготовок для здобуття нерознімного з’єднання металу внаслідок сумісного загинання кромок;
свердління і пробивання отворів;
листове штампування, що включає в себе відрізання, вирубування, пробивання, гнуття, витягування, обтягування, відбортовування, обтискання і формування окремих деталей кузовів і кабін.
Детальна технологія бляхарських робіт описана в роботі [10] .
Приклад переліку і основних характеристик обладнання і реманенту бляхарського відділення АТП вантажних автомобілів наведено в таблиці 14.
Варіант компоновки цього відділення показано на рисунку 14.
Таблиця 14 – Характеристики технологічного обладнання бляхарського відділення
№ поз. |
Назва обладнання |
Тип або модель |
Коротка технічна характеристика |
Площа обл., м2 |
К-сть одиниць |
1 |
2 |
3 |
4 |
5 |
6 |
1. |
Верстак бляхара |
Кресл. Ф40СБ Укрорг-автотранс |
Габарити 1570х780х860 |
1,22 |
1 |
2. |
Прес-ножиці комбіновані |
С 229А |
Потужність привода – 2,2 кВт. Габарити 1500х600х1250 |
0,9 |
1 |
3. |
Правочна плита |
Тип 3 ГОСТ 10905-75 |
Габарити 1000х630х800 |
0,63 |
1 |
4. |
Візок-стенд для ремонту кабін |
3029 |
Габарити 1700х1140х1448 |
1,94 |
1 |
5. |
Площадка для листового матеріалу |
|
Габарити 2500х1700 |
4,25 |
1 |
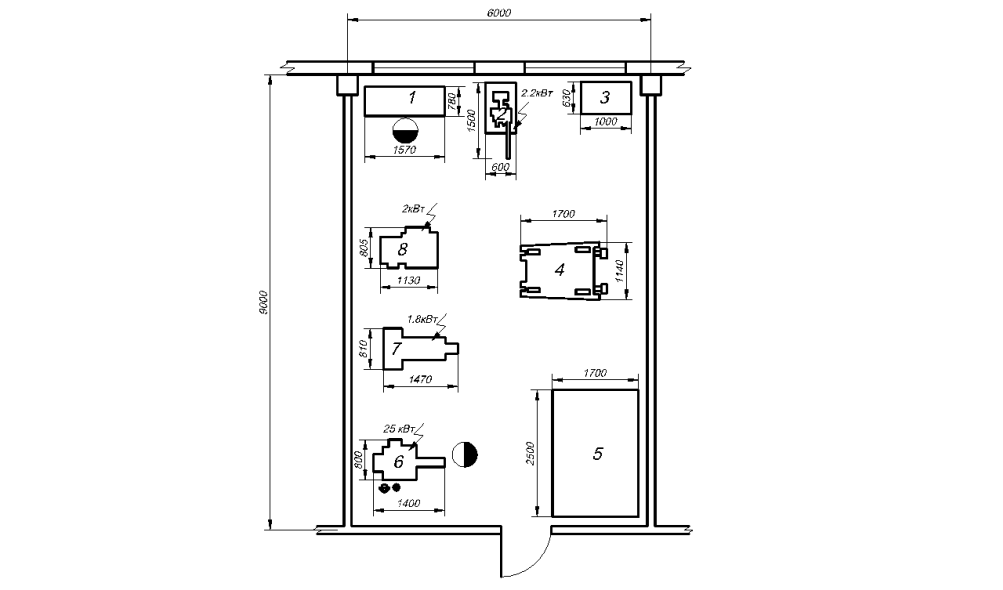
Рисунок 14 – Бляхарське відділення
1 – верстак бляхара; 2 – прес – ножиці комбіновані; 3 – правочна плита; 4 – візок–стенд для ремонту кабін; 5 – площадка для листового матеріалу; 6 – машина для контактного зварювання; 7 – зик–машина; 8 – вертикально–свердлильний верстат.
Продовження таблиці 14
1 |
2 |
3 |
4 |
5 |
6 |
6. |
Машина для контактного зварювання |
МТП-75-11 |
Потужність привода – 25 кВт. Тиск повітря – 0,5 МПа. Габарити 1400х800х1200 |
1,12 |
1 |
7. |
Зик-машина |
И-2712 |
Максимальна товщина матеріалу – 1,6 мм. Потужність привода – 1,8 кВт. Габарити 1470х810х1480 |
1,19 |
1 |
8. |
Вертикально-свердлильний верстат |
ГН-125 |
Діаметр свердла – до 25 мм, одношпиндель-ний. Потужність привода – 2,0 кВт. Габарити 1130х805х2200 |
0,91 |
1 |