

5.6. Строгальные, долбежныеб протяжные, станки
В зависимости от назначения различают следующие виды строгальных резцов: проходные, подрезные; отрезные и фасонные. Указанные резцы выполняют правыми и левыми, черновыми и чистовыми.
Резцы на строгальных станках закрепляют в специальных державках: одно резцовых, двух-, трех- и четырех-резцовых.
Долбежные резцы изготовляют трех основных типов: проходные, прорезные и для шпоночных пазов.Их, как правило, изготовляют с пластинками из быстрорежущей стали.
Обрабатываемые заготовки небольших размеров и простых, форм закрепляют в универсальных машинных тисках, устанавливаемых и закрепляемых на столе строгального станка.
Заготовки больших размеров и сложных форм устанавливают непосредственно на столе станка, имеющем Т-образные пазы» и закрепляют, используя прихваты, призматические и клиновые подкладки, упоры, призмы и т. д.Специальные приспособления при выполнении строгальных работ применяют редко.
Строгальные станки входят в седьмую группу. К ним относятся поперечно-строгальные, продольно-строгальные (одностоечные и двухстоечные) и разные строгальные станки
Поперечно – строгальные станки используют в серийном производстве и во вспомогательных цехах машиностроительных заводов. На них обрабатывают заготовке, когда длина строгания не превышает 1000 мм. Общий вид поперечно-строгального станка показан на рис. 5.64.
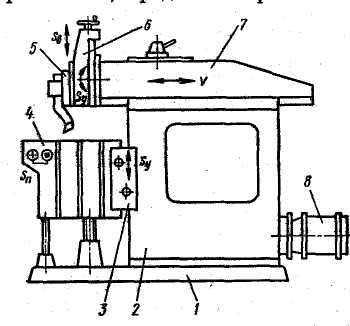
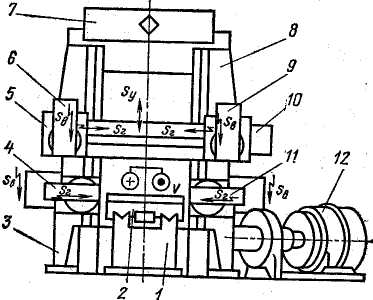
Рис. 5.64. Поперечно-стро- Рис. 5.65. Общий вид двухстоечного
гальный станок продольно-строгального станка
Фундаментная плита 1 служит для установки и закрепления станка на фундаментном основании пола. На плите закреплена станина 2 с фланцевым электродвигателем 8. В станине смонтированы коробка скоростей станка и кулисный механизм или гидропривод, обеспечивающие возвратно-поступательное движение ползуна 7 по горизонтальным направляющим станины.
По вертикальным направляющим станины перемещается траверса 3 с горизонтальными направляющими. На траверсе консольно установлен стол 4 с Т-образными пазами, на котором закрепляют обрабатываемую заготовку.
На торце ползуна 7 закреплен вертикальный суппорт 6, который можно устанавливать вод углом при строгании наклонных плокостей. На суппорте смонтирован откидной резцедержатель 5,в котором закрепляют строгальный резец. Резцедержатель сделан откидным и может поворачиваться на шарнирном пальце, что необходимо для свободного скольжения резца по обработа поверхности заготовки при холостом ходе ползуна.
На продольно-строгальных станках обрабатывают крупные, тяжелые заготовки. Станки характеризуются наибольшей длиной строгания (ходом стола), которая составляет 1,5–12 м, шириной строгания, равной 0,7–4,0 м. Продольно-строгальный станки подразделяют на одностоечные и двухстоечные. На двух стоечных станках, имеющих более жесткую конструкцию, обрабатывают более крупные заготовки.
Общий вид двухстоечного продольно-строгального станка показан на рис. 5.65. Станина 1 имеет продольные горизонтальные направляющие, по которым стол 2 совершает возвратно-поступательное движение. Стол с закрепленной на нем обрабатываемой заготовкой получает прямолинейное движение от реечной передачи; червяка и червячной рейки или от гидроцилиндра Приводом главного движения служит электродвигаель 12.
Со станиной жестко связаны две стойки: левая 3 и правая 8, соединенные в верхней части поперечиной 7, что повышает общую жесткость станка. По вертикальным направляющим стоек перемещается траверса 5, которую в зависимости от размера обрабатываемой заготовки устанавливают на определенном уровне от плоскости стола. На траверсе смонтированы два верхних суппорта 6 и 9, получающие поперечную подачу от коробки подач 10. Суппорты можно поворачивать в вертикальной плоскости. На суппортах установлены откидные резцедержатели для закрепления резцов. По вертикальным направляющим стоек перемещаются боковые суппорты 4 и 11, на которых также установлены откидные, резцедержатели. Боковые суппорты имеют индивидуальные коробки подач.
Наличие четырех суппортов позволяет одновременно обрабатывать несколько поверхностей заготовки.
Долбежные станки. Долбежные станки характеризуются тем, что главное движение резания осуществляется в вертикальной плоскости. Это движение имеет ползун, на котором установлен резцедержатель для закрепления долбежного резца. Длина хода ползуна обычно не превышает 200 мм. Заготовку закрепляют на столе станка, который имеет продольную и поперечную подачи.
Кроме того, стол имеет круговую подачу относительно своей вертикальной оси. На строгальных станках обрабатывают (рис. 5.65) плоские поверхности – горизонтальные, вертикальные и
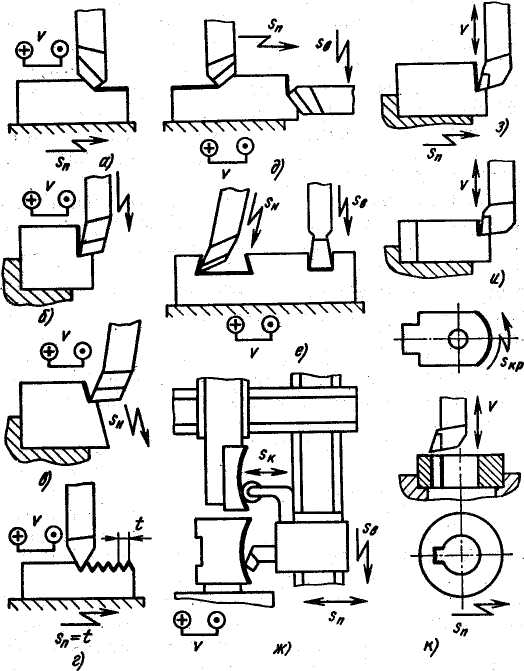
Рис. 5.66. Схемы обработки поверхностей заготовок на строгальных и долбежных станках [9]
наклонные; уступы; пазы Т-образные, V-образные, пазы типа «ласточкин хвост», призматические (прямоугольные, трапецеидальные); рифленые поверхности; фасонные поверхности (фасонными резцами или по копиру) (рис. 5.66.). Кроме того, на них разрезают заготовки.
На долбежных станках обрабатывают плоские вертикальные поверхности, многогранники, многогранные отверстия, наружные пазы, фасонные поверхности.
Протягивание – высокопроизводительный способ формообразования наружных и внутренних поверхностей деталей многолезвийными инструментами — протяжками. Формообразование поверхностей производится копированием формы и размеров режущих кромок инструмента на обрабатываемой заготовке. В большинстве случаев для протягивания характерно наличие только главного движения, которое совершает инструмент или заготовка. Непрерывность врезания инструмента в новые слои материала заготовки, т. е. функция движения подачи, заложена в самой конструкции протяжки. Протягивание широко применяют в среднесерийном, крупносерийном и массовом производстве.
Различают горизонтально- и вертикально-протяжные станки. Горизонтально-протяжные станки общего назначения при меяют для обработки внутренних цилиндрических и фасонных поверхностей, шлицевыхотверстий и шпоночныых пазов.
У круглой протяжки передняя замковая часть ℓ1 (рис. 5.67, а) служит для закрепления протяжки в рабочем патроне станка. Шейка ℓ2 облегчает подачу протяжки к рабочему патрону через отверстие в заготовке. Передняя направляющая часть ℓ3 служит для центрирования заготовки относительно оси протяжки. Ее диаметр соответствует размеру отверстия в заготовке. На режущей части ℓ4 располагают режущие зубья, которые срезают припуск. Высота каждого последующего зуба рабочей части больше высоты предыдущего на величину, численно равную Sz рис.5.67, б) – подаче на зуб. При обработке деталей из различ ных материалов эту величину принимают равной 0,005–0,3 мм
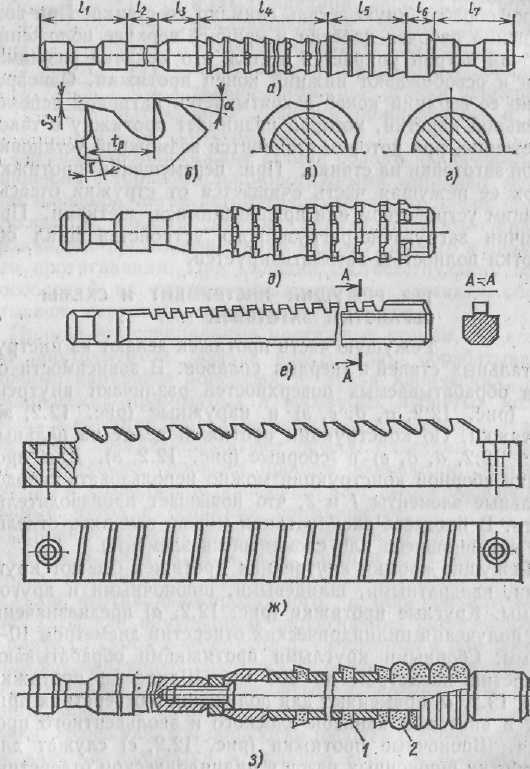
Рис. 5.67. Инструменты для обработки на протяжных станках [9]
Число Nр режущих зубьев рабочей части определяют из отношения Nр = h/Sz, где h – припуск на обработку данной поверхности протягиванием.
Шаг зубьев режущей части протяжки (tр выбирают так, чтобы во впадине каждого зуба размещалась вся срезаемая стружка и в работе одновременно участвовало не менее трех зубьев. На рабочей части чередуют зубья с выкружками (рис. 5.67, в) и без них (рис. 5.66 г). Это облегчает стружкообразование и размещение стружки во впадинах зубьев, а также увеличивает стойкость инструмента.
Калибрующая часть ℓ5 придает обрабатываемой поверхности окончательные размер и шероховатость. На калибрующей части располагают пять-шесть зубьев одного размера без стружкоделительных канавок (см. рис. 5.66, г). Шаг зубьев калибрующей части принимают равным (0,6–0,7) tp. Иногда калибрование осуществляют выглаживающими элементами, которые упруго и пластически деформируют поверхностный слой обработанной поверхности.
Задняя направляющая часть ℓ6 служит для центрирования заготовки относительно протяжки до выхода из отверстия последнего калибрующего зуба. Диаметр задней направляющей части соответствует размеру обработанной поверхности. Передняя и задняя направляющие исключают относительный перекос протяжки и заготовки и неизбежную в таких случаях поломку режущих и калибрующих зубьев. Заднюю замковую часть ℓ7, делают в тех случаях, когда предусматривают закрепление протяжки в патроне вспомогательной каретки.
Передний и задний углы (см. рис. 5.66, б) измеряют в плоскости, перпендикулярной режущей кромке. Рекомендуемые углы заточки приведены в справочной литературе.
Различают свободное и координатное протягивание. При свободном протягивании обеспечивают только размер, форму и шероховатость обработанной поверхности. При координатном протягивании дополнительно выдерживают размеры, которые определяют положение обработанной поверхности относительно других поверхностей детали. Для этого применяют приспособления, фиксирующие положение заготовки относительно протяжки. При свободном протягивании заготовка самоустанавливается относительно протяжки.
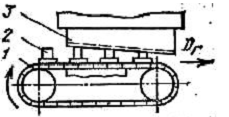
Рис. 5.68. Схема непре-
рывного протягивания [9]
При обработке винтовых шлицев и внутренних винтовых зубьев одновременно с поступательным главным движением протяжки заготовка или инструмент совершают круговое движение подачи в соответствии с шагом винтовой поверхности.
Для обработки отверстия используют также короткий инструмент-прошивку. Прошивка работает на сжатие, а для ее перемещения используют пресс.
Существенным недостатком рассмотренных схем протягивания на вертикально- и горизонтально-протяжных станках являются значительные затраты времени на вспомогательные движения. Протяжные станки конвейерного и карусельного типа с непрерывным протягиванием лишены этого недостатка; в них используют плоские протяжки, неподвижно закрепленные на станке. При непрерывном протягивании на горизонтально-протяжном станке конвейерного типа (рис. 5.68) на непрерывно вращающейся тяговой цепи закреплены приспособления, в которые в загрузочной позиции автоматическим устройством устанавливаются заготовки 2. При их движении относительно протяжки 3 они обрабатываются и затем автоматически снимаются со станка.
На рис. 5.69 представлена схема горизонтально-протяжного станка. На сварной коробчатой станине 15 установлен гидроцилиндр 3, поршень которого 1 связан штоком 2 с рабочей кареткой 5, движущейся по горизонтальным направляющим 7. Гайка 6 каретки служит для закрепления тягового патрона, которым к каретке присоединяется протяжка (на схеме не показана). Длину хода каретки устанавливают при помощи переставных упоров 4 и 6 закрепляемых на штанге 9. Стол 10 с планшайбой 11 служит для установки заготовки. При работе с длинными
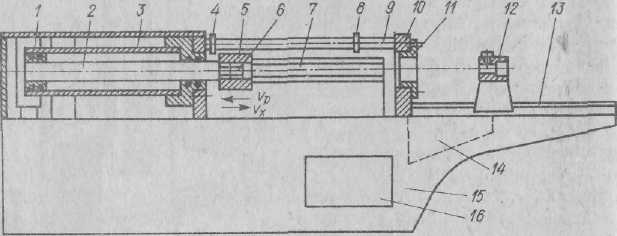
Рис. 5.69. Схема горизонтально-протяжного станка
протяжками используется корыто 13, по направляющим которого может перемещаться подвижный люнет 12. Во избежание провисания задний хвостовик протяжки закрепляется в люнете. Внутри станины расположены элементы гидропривода станка (электродвигатель, насос, масляный резервуар), а также насос для подачи СОЖ в зону резания. Отработанная СОЖ и стружка попадают в поддон 14. Для удаления стружки в станине с обеих сторон станка предусмотрены люки 16.
При выполнении операции обрабатываемую заготовку устанавливают на планшайбу 11 стола 10, протяжку пропускают справа через отверстие заготовки и закрепляют в патроне каретки. При нажатии кнопки «Пуск» масло попадает в правую полость цилиндра 3, и шток 2 будет перемещаться влево, осуществляя рабочий ход протяжки. Когда упор каретки набежит на переставной упор 4, сработает контактный выключатель и каретка остановится. После нажатия кнопки “Холостой ход” протяжка с увеличенной скоростью возвращается в исходное положение. Обратный ход каретки ограничивается упором 8.
Вертикально-протяжные станки по сравнению с горизонтальными удобнее в обслуживании и занимают меньшую площадь.
Однако необходимость размещения протяжки над рабочей позицией ограничивает их применение работой с протяжками сравнительно небольшой длины.
В массовом производстве находят применение также протяжные станки непрерывного действия, многопозиционные станки и станки-автоматы.
По сравнению с производительностью обработки на вертикально-протяжных станках производительность непрерывного протягивания в 6–10 раз выше. Однако применение этого дорогого оборудования оправдано только при обработке очень большого числа одинаковых заготовок ℓ.