

Глава 5. Оборудование для обработки аготовок
5.1. Токарные станки
При обработке заготовок на токарных станках движением резания является вращение заготовки. Инструмент совершает движения подач: продольной (вдоль оси заготовки) и поперечной (поперек оси вращения заготовки).
При обработке на токарных станках применяются разнообразные резцы.
Элементы и основные углы резца (рис. 5.1): - режущая часть, – присоединительная часть, 1 – передняя поверхность, 2 – главная задняя поверхность, 3 – главная режущая кромка, Лезвия другого инструмента (сверл, фрез, протяжек и др.) похожи на лезвия резцов и характеризуются теми же углами.
Основные виды переходов, выполняемых на токарно-винторезном станке (Рис. 5.2.): 1 – отрезка отрезным резцом; 2 – точение наружной цилиндрической поверхности напроход проходным резцом; 3 – точение наружной цилиндрической поверхности в упор (с подрезкой торца) проходным упорным резцом;
Рис. 5.1. Резец и основные углы его заточки
4 – вспомогательная задняя поверхность, 5 – вершина резца, 6 – вспомогательная задняя поверхность. Углы резца: – передний, – главный задний, – главный угол в плане.
Резание осуществляется внедрением в заготовку клина.
4– точение канавки ка навочным резцом; 5 – точение резьбы резьбовым резцом; 6– подрезка торца подрезным резцом;
Рис. 5.2. Основные типы резцов, применяемых на токарно-винторезном
станке
7 – растачивание отверстия расточным резцом. Фасонные поверхности (с круговой, элипсной и т.д. образующей ) обрабатываются фасонными резцами.
Кроме резцов применяются сверла, зенкеры, развертки, метчики, плашки и др. (см. ниже).
Для закрепления заготовок небольшой длины на токарных станках используются универсальные трехкулачковые самоцентрирующие патроны (рис. 5.3). Обрабатываемая заготовка зажимается кулачками 4, сцепленными с рейкой 3, входящей в зацепление со спиралью, нарезанной на переднем торце конической шестерни 2. Вращением (ключом) одного из трех зубчатых колес 5 перемещают кулачки в Т-образных пазах корпуса. Зубчатые колеса 5 расположены равномерно по окружности патрона в отверстиях корпуса. Зажимные поверхности кулачков расположены уступом по трем различным радиусам, что увеличивает диапазон размеров зажимаемых заготовок и облегчает переналадку патрона с одного размера на другой. Преимуществом трехкулачковых универсальных патронов является простота конструкции, универсальность и достаточное усилие зажима, а недостатком – сильный износ спирали и в связи с этим преждевременная потеря точности.
При широкой номенклатуре деталей заготовку устанавливают без выверки. Необходимый размер по длине выдерживают либо от торца детали, либо от торца корпуса патрона, в котором закреплена деталь (рис. 5.4, а). При обработке партии деталей в условиях крупносерийного и массового производства для установки заготовок в осевом направлении используют расточенные кулачки (рис. 5.4, б), благодаря чему отпадает необходимость в измерении при установке следующей заготовки.
При обработке детадей из прутковых заготовок применяют
Рис. 5.3. Трехкулачковый самоцентрирующий патрон:
1 – корпус, 2 – коническая шестерня со спиралью, 3 – рейка, 4 – кулачок,
5 – зубчатое колесо, 6 – крышка, 7 – шпилька
цанговые патроны (рис. 5.4, в). Цанговые патроны применяют для зажима калиброванных прутков различного профиля, обрабатываемых на револьверных станках и автоматах, и для зажима тонкостенных деталей на револьверных и шлифовальных
Рис. 5.4. Способы установки заготовок в патронах:
а) в обычных кулачках трехкулачкового патрона; б) в расточенных
кулачках трехкулачкового патрона; в) в цанговом патроне
станках. В таких патронах центрирование и зажим прутка и деталей цангой производится под действием осевой силы, создаваемой штоком механизированного привода патрона. Имеется много других типов патронов.
Наиболее часто детали типа валов обрабатывают в центрах (рис. 5.5), при том на торцовых поверхностях заготовки делают конические центровые отверстия. При установке заготовки на станок в центровые отверстия вводят передний 1 и задний 2 центры. Для передачи заготовке вращения служит поводковый патрон 3 и хомутик 4, закрепляемый винтом 5 на конце заготовки. Свободный юнец хомутика входит в контакт с вращающимся пальцем поводкового патрона и вращает деталь.
Рис. 5.5. Установка заготовки в центрах: 2 – передний и задний центры,
3– поводковый патрон, 4 – хомутик
При обработке на токарных станках заготовок значительной длины и небольшого диаметра в качестве дополнительных опор применяют специальные приспособления люнеты (рис. 5.6), позволяющие предотвратить прогиб обрабатываемых заготовок. Люнеты бывают: неподвижные (рис. 5.6) и подвижные, применяемые при обработке длинных участков вала, устанавливаемые на суппорте и перемещающиеся вместе с резцом.
В единичном производстве при обработке заготовок сложной формы для закрепления на токарном станке заготовок, имеющих неправильную цилиндрическую форму, а также корпусных деталей (для растачивания основных отверстий) используют четырехкулачковые патроны или планшайбы с индивидуальным приводом кулачков (рис. 5.7).
Нередко детали неправильной геометрической формы уста-

Рис. 5.6. Неподвижный люнет
навливают на планшайбе (рис. 5.8) с применением прижимных
Рис. 5.7. Установка заготовки Рис. 5.8. Установка на
в четырехкулачковом патроне планшайбе:
1 – планшайба, 2–кулачок,
3 – заготовка,4 – противовес,
5 – болт
планок, прихватов, опорных планок, комплектов зажимных болтов и упоров.
Самозажимные поводковые патроны изготовляют с двумя или тремя эксцентриковыми кулачками (рис. 5.9) с насечкой, которые в начале обработки под действием сил резания зажимают обрабатываемую деталь, установленную в центрах станка, и передают ей крутящий момент от шпинделя станка. При увеличении крутящего момента резания автоматически увеличивается и крутящий момент от шпинделя, передаваемый кулачками патрона на деталь. Для удобной установки детали в центрах применяют поводковые патроны с кулачками, автоматически раскрывающимися после окончания обработки. Для установки тонких дисков при обработке торцовых поверхностей применяют магнитные патроны с постоянными магнитами.
Используют также угольники, смонтированные на планшайбе так, чтобы ось обрабатываемого отверстия заготовки совпадала с осью центров станка (рис. 5.10).
Рис. 5.9. Схема работы трех - Рис. 5.10. Установка заготовок
кулачкового поводкового на угольнике при обработке
патрона: 1 – кулачок, торца патрубка; 1 – планшайба,
2 – обрабатываемая деталь, 2 – упор, 3 – противовес,
3 – корпус патрона. 4 – угольник, 5 – заготовка.
Заготовку со сквозным отверстием закрепляют на оправке и устанавливают оправку с заготовкой в центрах станка или в трехкулачковом патроне.
Схемы основных видов обработки поверхностей, показанные на рисунке 5.11, являются типовыми, так как их можно реализовать на универсальных токарных станках, полуавтоматах, автоматах и станках с ЧПУ. Способ перемещения инструментов в направлениях движения подачи зависят от типа станка. Подача может быть ручной или механической (на универсальных станках), от кулачков и копиров (на полуавтоматах и автоматах) или по управляющим командам программы системы ЧПУ станка.
Наружные поверхности вращения обтачивают (рис. 5.11, а) проходными резцами. Заготовки длинных валов устанавливают в центрах, короткие - в патроне. Для обработки заготовок нежестких валов рекомендуют использовать проходные резцы, у которых главный угол в плане = 90°. При обработке заготовок валов такими резцами радиальная составляющая силы резания Рy = 0, что снижает деформацию заготовок в процессе обработки и повышает их точность.
Рис. 5.11. Основные схемы обработки наружных поверхностей на токарных станках
Подрезание торцов выполняют подрезными или проходными (рис. 5.11 б) резцами.
Обтачивание наружных (рис. 5.11,в) и растачивание внутренних конических поверхностей с любым углом конуса при вершине на токарных станках производят с наклонным к оси конуса движением подачи резцов.. При обработке конических поверхностей на станках с ЧПУ продольное и поперечное движения подачи суммируются автоматически.
Непротяженные фасонные поверхности обтачиваются фасонными резцами (рис. 5.11, г), а протяженные – по копиру или программе (рис. 5.11, д).
Отрезка готовой детали от прутковой заготовки выполняется отрезным резцом (рис. 5.11, д).
Наружные резьбы нарезают резьбовыми резцами (рис. 5.11, ж) и плашками (рис. 5.11, з).
Поперечное дополнительное движение резца Ds1, согласованное с ее углом поворота в главном движении Dг, позволяет точением обрабатывать поверхности, не являющиеся поверхностями вращения (рис. 5.12, и).
Рис.5.12. Основные схемы обработки внутренних поверхностей на токарных станках
Сквозные отверстия на токарных станках растачивают проходными расточными резцами (рис. 5.12, а), глухие – упорными (рис. 5.12, б). С поперечной подачей растачивают кольцевые канавки (рис. 5.12, в). Обработку отверстий выполняют сверлами (рис. 5.12, г), зенкерами и развертками (рис. 5.12, д). Центровые отверстия обрабатывают центровочными сверлами (рис. 5.12, е), резьбу в отверстиях обрабатывают метчиками (рис. 5.12, ж). Внутренние фасонные профили можно получить с помощью фасонных резцов (рис. 5.12, ж). или зенкеров (рис. 5.12, и).
Способы обработки конических поверхностей: широким резцом; поворотом верхнего суппорта; смещением задней бабки; путем согласования величины продольной и поперечной подач резца; с помощью конусной линейки.
Наружные и внутренние конусы длиной до 15 мм обрабатывают широким резцом, главную режущую кромку которого устанавливают под требуемым углом к оси конуса, осуществляя при этом продольную или поперечную подачу (рис. 5.13, а). Этот способ применяют в том случае, когда обрабатываемая заготовка жесткая, угол конуса большой, а к точности угла конуса, шероховатости поверхности и прямолинейности образующей не предъявляют высоких требований.
Получение конической поверхности поворотом верхнего суппорта (рис. 5.13, б) заключается в том, что резцовые салазки поворачивают на угол . Так как подача осуществляется вручную, данный способ используют при обработке конусов длиной до 50 мм.
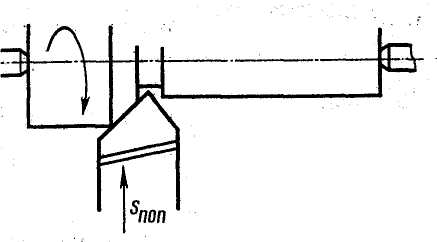
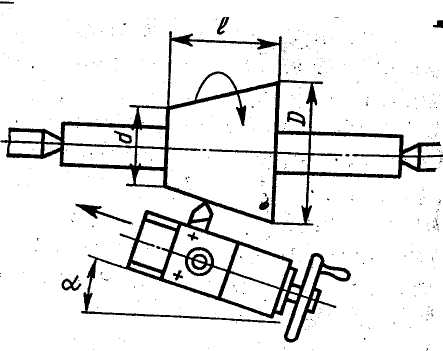
Рис. 5.13 Обработка конуса
а - широким резцом
б - поворотом резцовых салазок
Обработку конических поверхностей осуществляют также путем смещения (в поперечном направлении) корпуса задней бабки относительно ее основания на величину h (рис. 5.14) Этот способ применяют для заготовок относительно большой длины с малым углом конуса. Заготовку закрепляют в центрах.
Конусы также получают с помощью копировальной линейки 2 (рис. 5.15 , укрепленной на задней стороне станины на кронштейнах.
Рис. 5.14Обработка конуса путем Рис. 5.15 Копировальная линейка
смещения задней бабки
Ее можно устанавливать под требуемым углом к линии центров токарного станка. По линейке скользит ползун 3, соединенный через палец 4 и кронштейн 5 с поперечной кареткой суппорта. Винт поперечной подачи каретки разобщен с гайкой. При продольном перемещении всего суппорта ползун 3 будет двигаться по неподвижной линейке 1, сообщая одновременно поперечное смещение каретке суппорта. В результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки.
Комбинирование автоматической продольной подачи суппорта и автоматической поперечной подачи верхней каретки суппорта используют при обработке длинных деталей, у которых длина образующей конуса значительно превышает длину хода верхней каретки суппорта. При этом верхнюю каретку необходимо повернуть на угол к линии центров.
Конические и фасонные поверхности можно обрабатывать и с помощью гидрокопировального суппорта (рис. 5.16), который закрепляют вместо поперечных салазок
Фасонные поверхности обрабатываются фасонными резцами, по копиру (шаблону) или по программе.
На многих станках находят широкое применение копировальные устройства при обработке сложных фасонных поверхностей. С применением копировальных устройств, автоматизируется процесс обработки, что способствует повышению производительности труда. На токарно-винторезных станках при обработке фасонных, ступенчатых и других сложных поверхностей тел вращения применяются гидравлические, электрические и механические копировальные устройства. Принцип работы копировальных устройств состоит в ощупывании копировальным пальцем (щупом) фасонной поверхности шаблона с последующей передачей движения через специальное промежуточное устройство на инструмент.
Гидрокопировальный суппорт. На направляющих поперечных салазок каретки 1 суппорта (рис. 5.16) установлена специальная плита 2, на которой расположен гидроцилиндр 3, изготовленный за одно целое с копировальным суппортом, снабженный резцедержателем 4. Гидроцилиндр может перемещаться по направляющим плиты под углом 45° к оси обрабатываемой детали (шток 5 поршня цилиндра скреплен с плитой и находится в неподвижном положении).
 прижимает
к шаблону 12
рычажный
щуп 13.
Если
под действием шаблона рычажный щуп
переместит вверх плунжер 10,
то
проходное сечение будет открыто и масло
из полости 8
будет
свободно сливаться в бак, давление
в этой полости уменьшится (так как
масло не может в это время компенсировать
давление из правой полости.7 через
отверстие малого диаметра). В результате
гидроцилиндр будет перемещаться назад
(по схеме вверх). Если плунжер опустится
вниз, то проходное сечение перекроется
буртиком плунжера 10
и
давление в полостях 7 и 9
установится
одинаковое. Вследствие разницы полезных
площадей поршня 14
в
полостях 7 и.8
действующее
на гидроцилиндр усилие заставит
его перемещаться вперед (по схеме вниз).
прижимает
к шаблону 12
рычажный
щуп 13.
Если
под действием шаблона рычажный щуп
переместит вверх плунжер 10,
то
проходное сечение будет открыто и масло
из полости 8
будет
свободно сливаться в бак, давление
в этой полости уменьшится (так как
масло не может в это время компенсировать
давление из правой полости.7 через
отверстие малого диаметра). В результате
гидроцилиндр будет перемещаться назад
(по схеме вверх). Если плунжер опустится
вниз, то проходное сечение перекроется
буртиком плунжера 10
и
давление в полостях 7 и 9
установится
одинаковое. Вследствие разницы полезных
площадей поршня 14
в
полостях 7 и.8
действующее
на гидроцилиндр усилие заставит
его перемещаться вперед (по схеме вниз).
При обработке включается постоянная по величине и на-правлению продольная подача. Рычажный щуп скользит по неподвижному шаблону и, перемещая плунжер, заставит копировальный суппорт перемещаться вперед или назад. В результате резец будет воспроизводить движение щупа, которое складывается из продольного перемещения каретки суппорта и движения гидросуппорта. Если рычажный щуп скользит по горизонтальной поверхности шаблона, то в полостях 7 и 8 создается такое давление, при котором копировальный суппорт остается неподвижным. В этом случае происходит обработка цилиндрической поверхности.
Основным параметром универсального токарно-винторезного станка является высота центров над станиной. Этот размер определяет наибольший диаметр заготовки, которую можно установить и обработать на станке данной модели.
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой заготовки, причем это расстояние может быть разным у станка одной и той же модели. Так, у станков с диаметром обрабатываемой заготовки 500 мм расстояние между центрами может быть 700; 1000; 1400 и 2000 мм.
Токарно-винторезные станки характеризуются также наибольшей частотой вращения шпинделя, наибольшим диаметром прутка, проходящего внутри шпинделя и размером конуса шпинделя.
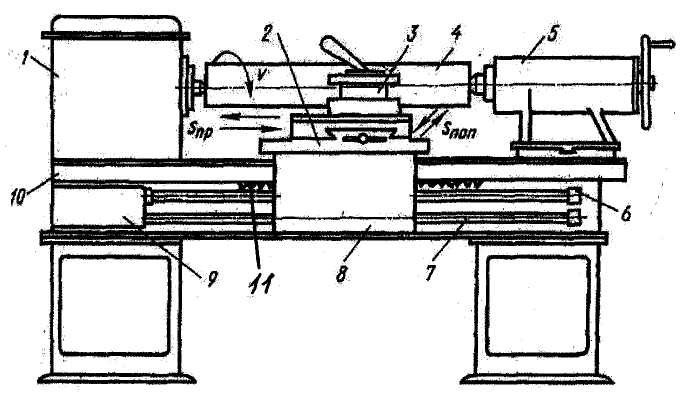
Рис. 5.17. Основные узлы и движения токарно-винторезного станка:
1 – передняя бабка, 2 – суппортная группа, 3 – резцедержатель,
4 – обрабатываемая заготовка, 5 – задняя бабка, 6 – ходовой винт,
7 – ходовой валик, 8 – фартук, 9 – коробка подач, 10 – гитара, 11– рейка,
V – скорость резания, Sпр – подача продольная, Sпоп – подача поперечная.
Обозначение модели станка 16К20 расшифровывается так: 1 – токарная группа, 6 – винторезный (подгруппа), К – модификация, 20 – расстояние от оси центров до суппорта в см.
Функции основных узлов станка (рис. 5.17): электродвигатель через клиноременную передачу вращает вал коробки скоростей, расположенной в передней бабке 1 и служащей для изменения скорости вращения заготовки 4. От коробки скоростей через гитару сменных колес 10 вращение передается коробке подач 9, которая позволяет регулировать величину подачи и далее на ходовой валик 6 или ходовой винт 7. Винт используется только при нарезании резьбы резцом. Гитара служит для увеличения. Далее вращение передается в суппорт 2 на шестерню, которая, обкатываясь по неподвижной зубчатой рейке 11, двигает суппорт с резцами, установленными в четырехпозиционном резцедержателе 3. Поперечная подача осуществляется механизмом винт – гайка. В заднюю бабку 5 вставляется инструмент (сверло, зенкер, развертка) или задний центр для поддержания конца длинной детали.
Одношпинделые токарные автоматы применяют в крупносерийном и массовом производствах для изготовления мелких деталей из прутков и труб. По технологическому назначению они делятся на фасонно-отрезные, продольного точения и револьверные.
Фасонноотрезные автоматы предназначены для изготовления коротких деталей сравнительно простой формы из прутка диаметром до 40 мм. Пруток 1 (рис. 5.18), закрепленный в цанговом патроне 4 шпинделя 3, вращающегося в подшипниках шпинделя-бабки 2, обрабатывается фасонными и отрезным резцами, установленными . в двух-четырех суппортах 5 и 7. Суппорты сообщают резцам поперечную (радиальную или тангенциальную) подачу. Продольной подачи эти автоматы не имеют. Перед закреплением в патроне пруток с помощью специального уройства подается до отводимого упора 6. У отрезных автоматов, использующих заготовку в виде мотка
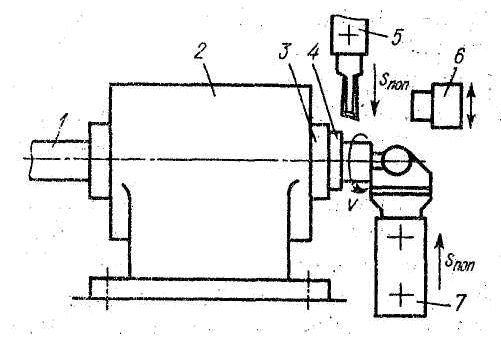
Рис. 5.18. Схема работы фасонно-отрезного автомата
проволоки, движения резания и подачи выполняются инструментом.
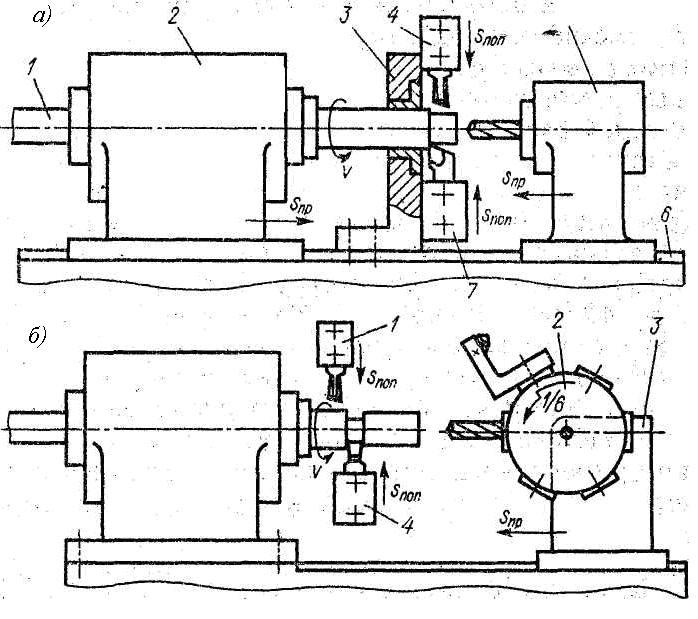
Рис. 5.19. Схемы работы одношпиндельных автоматов
На автоматах продольного точения изготовляют сравнительно длинные детали диаметром до 32 мм. Особенностью этих
автоматов является то, что движение продольной подачи осуществляется в них не резцами, как обычно в станках токарной группы, а обрабатываемым прутком 1 (рис. 5.19, а). Это движение сообщается ему подвижной шпиндельной бабкой 2, перемещающейся по направляющим станины 6.
Такая конструкция станка позволяет применять неподвижный люнет 3, который, предупреждая деформации прутка под действием сил резания, существенно повышает точность обработки. Люнет расположен непосредственно перед двумя-чеырьмя поперечными суппортами 4 и 7 с закрепленными в них резцами. В процессе резания кручению и изгибу все время подвергается полное сечение необработанного прутка. Комбинируя движения продольной и поперечной подачи, можно получить ступенчатые, конические и фасонные поверхности без применения фасонных резцов. Сверление, зенкерование, нарезание резьбы метчиками или плашками производят с помощью специальных приспособлений 5, имеющих продольную подачу.
На современных автоматах продольного точения, управляемых системой ЧПУ с помощью переднего блока осевого инструмента на главном шпинделе выполняется центровка, осевое сверление, нарезание резьбы метчиком и т.д. При помощи опциональной оснастки можно также производить внецентровое сверление. Инструментальный блок для радиального сверления позволяет производить радиальное сверление, резьбонарезание и другие операции.
В комбинированных моделях возможно совмещение перемещения по оси Z (продольного) и по оси С (управляемое вращение главного шпинделя).
Противошпиндель (S2) может работать аналогично главному шпинделю S1. При помощи управляемой оси С он синхронизирован с главным шпинделем. С помощью переднего блока осевого инструмента для работы на противошпинделе также выполняется центровка, осевое сверление, нарезание резьбы метчиком и т.д. Кроме того, возможно точение внешнего диаметра.
Револьверные автоматы представляют собой полностью автоматизированные револьверные станки. Они предназначены для изготовления деталей сложной формы, требующих выполнения значительного количества разнообразных переходов. Инструменты, работающие с продольной подачей, закрепляются в револьверной головке 2 (рис. 5.19, б), смонтированной на продольном суппорте 5, а резцы, работающие с поперечной подачей, закреплены в нескольких поперечных суппортах 1 и 4. Детали обычно изготовляют из прутков диаметром до 40 мм, однако при наличии автоматизированного загрузочного устройства можно обрабатывать и штучные заготовки.
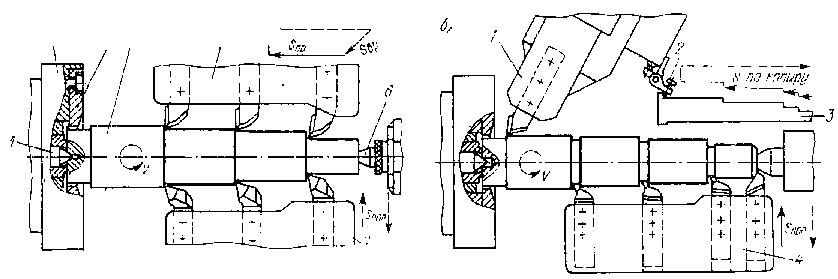
Одношпиндельные токарные полуавтоматы выпускаются с горизонтальным (реже вертикальным) расположением оси шпинделя. Общее число режущих инструментов в наладке доходит до нескольких десятков. Все полуавтоматы этого типа делят на три вида: многорезцовые, копировальные и многорезцово-копировальные.
Многорезцовые токарные полуавтоматы применяют в крупносерийном и массовом производствах для обработки ступенчатых валов, втулок, поршней, шкивов, шестерен, блоков зубчатых колес и тому подобных деталей, устанавливаемых в центрах, в патроне или на оправке. Идея многорезцовой обработки заключается в том, о обрабатываемая поверхность заготовки разбивается по длине на ряд участков, каждый из которых обрабатывается своим резцом. что позволяет существенно сократить машинное время. По компоновке многорезцовые полуавтоматы аналогичны универсальным токарным станкам, но отличаются наличием двух суппортов: продольного и поперечного. На продольном суппорте устанавливают проходные резцы, которые, врезаясь на определенную глубину резания, производят затем совместное обтачивание различных поверхностей заготовки. На поперечном суппорте, совершающем движение поперечной подачи, устанавливаются подрезные, фасонные и канавочные резцы. Общий вид многорезцового полуавтомата показан на рис. 5.20. Обрабатываемую заготовку устанавливают на станке в центрах: переднем в шпинделе коробки скоростей 2 передней бабки 3 и заднем - в пиноли задней бабки 5. Крутящий момент на заготовку передается кулачками специального зажимного патрона.
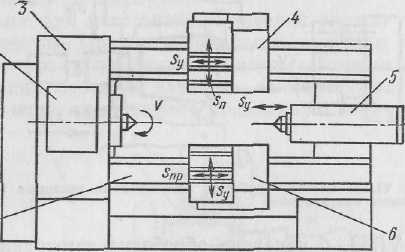
Рис. 5.20. Общий вид токарного многорезцового полуавтомата
На продольных направляющих станины 1 смонтированы нижний в и верхний 4 суппорты. Суппорты служат для одновременного закрепления нескольких резцов.
Особенность обработки заготовок на многорезцовых полуавтоматах состоит в том, что нижний суппорт имеет только продольную подачу, а верхний – только поперечную. Поэтому на нижнем суппорте закрепляют все резцы, работающие с продольной подачей, – проходные; на верхнем суппорте – все резцы, работающие с поперечной подачей, – подрезные, прорезные, фасонные, галтельные, для обтачивания фасок. При наладке многорезцового полуавтомата резцы устанавливают и закрепляют относительно заготовки так, чтобы одновременно обрабатывалось несколько ее поверхностей. Быстрое и точное закрепление резцов осуществляют с помощью эталонной детали или шаблона, устанавливаемых на станке.
а) б)
Рис. 5.21. Схемы работы одношпиндельных полуавтоматов
с поводковым патроном 2 с эксцентриковыми кулачками 3 с высечкой и утопающим центром 1, обеспечивающим базирование заготовки по
центровому отверстию и торцу
На токарных многорезцовых полуавтоматах обтачивают только наружные поверхности заготовок: цилиндрические, конические, фасонные, плоские торцовые, кольцевые канавки, галтели, фаски.
На рис. 5.21, а приведена схема работы многорезцового полуавтомата. Заготовка вала 4 установлена на центрах. Крутящий момент передается заготовке от шпинделя самозахватывающим поводковым патроном 2 и утопающим центром 1, обеспечивающим базирование заготовки по центровому отверстию иторцу.
Для центрирования по правому центровому отверстию используется вращающийся центр 6, находящийся в пиноли задней бабки станка. При выполнении операции продольный верхний суппорт 5 совершает движения врезания sBp, рабочей подачи snp и отвода в исходное положение, а поперечный нижний суппорт 7 совершает рабочий ход Sпоп на заготовку v,холостой ход в исходное положение (на многорезцовых полуавтоматах моделей более ранних выпусков суппорты располагаются в горизонтальной плоскости: продольный суппорт является передним, а поперечный – задним).
При многорезцовой обработке на заготовку действует сразу несколько сил резания, поэтому она должна быть достаточно жесткой. Точность обработки не может быть высокой, на нее влияют погрешности установки резцов – их неодинаковое изнашивание и изменение суммарной силы резания по мере вступления в(работу очередных резцов. Поэтому на многорезцовых станках производят, черновое или получистовое точение. По сравнению с однорезцовым обтачиванием скорость резания необходимо снижать для повышения периода стойкости инструмента с целью сокращения числа трудоемких переналадок. В результате во многих случаях при обработке многоступенчатых валов (в том числе нежесткой конструкции а также деталей с коническими и фасонными поверхностями более эффективным может оказаться метод однорезцового обтачивания, осуществляемый на копировальных токарных полуавтоматах.
Копировальные полуавтоматы позволяют вести обработку при меньших мощностях привода, поскольку основной профиль заготовки обрабатывается всего одним резцом. Полуавтомат имеет гидравлический привод для перемещения суппортов и зажима заготовки, а также гидрокопировальное устройство для воспроизведения профиля детали по копиру. Верхний копировальный суппорт 1 (рис. 5.21, б) с установленным на нем проходным резцом, совершающий движение продольной подачи, имеет также поперечное перемещение. С помощью следящей гидросистемы (на схеме не показанной) копировальный суппорт точно повторяет движения щупа 2, находящегося з постоянном контакте Неподвижным копиром 3 или эталонной деталью. Кроме копировального суппорта имеются один-два нижних поперечных суппорта для подрезки уступов, прорезания канавок, снятия фасок. Суппорты расположены почти вертикально (под углом 75° к горизонтальной плоскости), что облегчает обзор зоны обработки. На копировальных полуавтоматах все движения, кроме вращения заготовки, осуществляются от гидропривода, который обеспечивает рабочие подачи и быстрый отвод суппортов, движение копирования, поджим пиноли вадней бабки, растормаживание и торможение шпинделя. Эти полуавтоматы имеют значительные преимущества перед многорезцовыми полуавтоматами, снабженными кулачковыми распределительными валами, так как гидравлический привод облегчает и упрощает автоматизацию, снижая продолжительность наладочных работ и уменьшая подготовительно-заключительное время.
Третья разновидность одношпиндельных токарных полуавтоматов – многорезцово-копировальные – сочетает лучшие качества двух предыдущих видов полуавтоматов. Это гидрофицированные станки, на которых копирование может вестись с одного-двух верхних копировальных суппортов, независимо каждым от своего копира, а один-два нижних поперечных суппорта также могут производить обработку независимо многими резцами.
С целью повышения производительности в условиях крупносерийного и массового производств применяют многошпиндельные токарные автоматы и полуавтоматы, имеющие несколько (4–12, чаще 4, 6 или 8) одновременно работающих шпинделей. У многошпиндельных автоматов шпиндели расположены горизонтально у многошпиндельных полуавтоматов – горизонтально или вертикально.
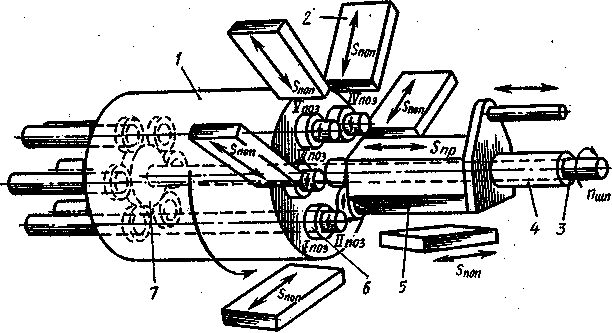
Рис. 5.22. Схема работы шестишпиндельного токарного автомата
На рис.5.22 показана схема работы шестишпинде|льного токарного автомата. В основном узле автомата – шпиндельном блоке 5 – расположены шесть шпинделей, в каждом из которых с помощью цангового патрона закреплен пруток. Каждый шпиндель занимает определенное положение – позицию.
В процессе выполнения операции шпиндельный блок периодически поворачивается и шпиндели переходят в новые позиции (из позиции I в позицию II, из позиции II — в позицию
III и т.д.). Каждый пруток последовательно обрабатывается в шести позициях инструментами, установленными на поперечных суппортах I – 6 и на одном продольном суппорте б, обслуживающем все позиции. В каждой позиции выполняется определенный технологический переход (или совокупность переходов), после чего суппорты быстро отводятся назад, а шпиндельный блок поворачивается на 60°. В позиции VI резцом поперечного cуппорта отрезается готовая деталь.
Рабочий цикл определяется временем обработки в позиции с наиболее трудоемким переходом (или совокупностью переходов). Поэтому технологический процесс автоматной операции разрабатывают таким образом, чтобы машинное время обработки во всех позициях было примерно одинаковым. При разработке технологического процесса следует по возможности совмещать переходы, выполняемые продольными и поперечными суппортами,
На многошпиндельных токарных автоматах производят центрование, черновое, чистовое и фасонное обтачивание, подрезку торцов и уступов, снятие фасок, проточку канавок, сверление, венкерование и развертывание отверстий, нарезание внутренних и наружных резьб, фрезерование шлицев, отрезку. Кроме того, можно выполнять обработку без снятия стружки: накатку рифлений, резьбы, раскатку отверстий и т. п.
Многошпиндельные токарные автоматы выпускаются для обработки прутка максимальным диаметром от 16 до 125 мм.
Многошпиндельные токарные полуавтоматы предназначены для изготовления деталей из литых или штампованных заготовок, а также из кусков проката. На этих станках производят точение и растачивание цилиндрических, конических и фасонных поверхностей, сверление, зенкерование, развертывание, нарезание резьбы и другие виды токарной обработки.
Горизонтальные многошпиндельные полуавтоматы обычно проектируют на базе многошпиндельных автоматов. Главное отличие этих полуавтоматов состоит в том, что установку в патрон штучных заготовок производят вручную. Поэтому шпиндель, попадающий в загрузочную позицию, останавливаются для снятия готовой детали и установки новой заготовки, в то время как все остальные шпиндели продолжают вращаться, производя обработку деталей. По окончании загрузки шпиндель начинает вращаться, и после поворота шпиндельного блока заготовка, попадая в очередную позицию, обрабатывается. В загрузочной позиции имеются устройства для включения и выключения врашения шпинделя и зажима заготовки в патроне. В остальном устройство горизонтальных многошпиндельных полуавтоматов не отличается от устройства автоматов.
На этих полуавтоматах отрабатывают заготовки диаметром 100–250 мм.
Токарную обработку средних и крупных штучных заготовок удобно производить на вертикальных многошпиндельных полуавтоматах. Их вертикальная компоновка облегчает загрузку тяжелых заготовок и снятие обработанных деталей. Шпиндели станка разгружены от изгибающей нагрузки, создаваемой весом заготовки. Станок занимает мало места.
Различают вертикальные многошпиндельные полуавтоматы параллельного и последовательного действия. Станки параллельного действия представляют собой несколько одношпиндельных станков, соединенных в единый агрегат. Схема работы такого полуавтомата приведена на рис. 5.23, б. Относительно неподвижной колонны 1, закрепленной на основании, непрерывно, медленно вращается шпиндельный блок 3 со шпинделями и патронами с установленными в них заготовками. По вертикальным направляющим шпиндельного блока перемещаются суппорты 2,
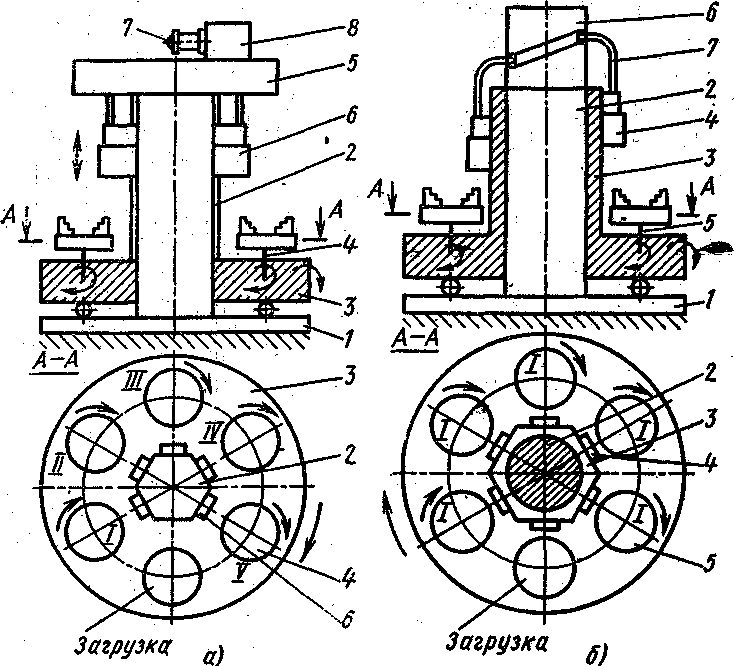
Рис. 5.23. Принципиальные схемы полуавтоматов последовательного
(а) и параллельного (б) действия
получающие движение от неподвижного барабанного кулачка 4, закрепленного на колонне 1. Суппорты, вступающие в работу один за другим по мере вращения шпиндельного блока, оснащены одинаковыми комплектами режущего инструмента и обрабатывают одинаковые детали. Снятие обработанной детали и установка новой заготовки производятся в загрузочной позиции, соответствующей предельному верхнему положению суппорта, где шпиндель не вращается. Существуют также станки параллельного действия, у которых шпиндельный блок периодически поворачивается на угол, зависящий от числа шпинделей станка (45°, 60° и т. д.). В этих полуавтоматах все суппорты вступают в работу одновременно.
В вертикальных многошпиндельных полуавтоматах последовательного действия каждый шпиндель последовательно занимает ряд позиций, в которых производятся различные переходы в соответствии с принятым технологическим процессом. На рис. 5.23, а представлена схема работы шестишпиндельного полуавтомата. На основании 5 установлена неподвижная шестигранная колонна 2, вокруг которой периодически поворачивается круглый стол (шпиндельный блок) 4 с шестью шпинделями 3. Пять суппортов 1 одновременно обслуживают пять шпинделей. Заготовка уетанавливается в неподвижный патрон на загрузочной позиции, не имеющей суппорта. После поворота стола на 60° шпиндель начинает вращаться, и деталь обрабатывается в позиции 1. Затем стол снова поворачивается, перемещая заготовку в позицию 2 и т. д. (при каждом повороте стола все суппорты поднимаются вверх). Таким образом, в каждой позиции осуществляется определенный технологический переход (или совокупность переходов), и по окончании операции в загрузочную позицию приходит обработанная деталь. Ста нок приводится в действие от электродвигателя 6 через редуктор 7.
От
рассмотренных выше горизонтальных
многошпиндельных полуавтоматов
вертикальные полуавтоматы отличаются
тем, что работа
шпинделей и суппортов в отдельных
позициях независима в
своей кинематической настройке. На
вертикальных многошпинднльных
полуавтоматах применяются суппорты
различной конструкции.
Вертикальный
суппорт,
работающий лишь с вертикальной
подачей, используется для продольного
точения, растачивания, сверления
и т. п. Универсальный
суппорт
позволяет вести обработку
последовательно с вертикальной и
поперечной или наклонной
подачей (обтачивание конусов). Суппорт
параллельного действия
служит для одновременной обработки
двумя группами инструментов:
одной с вертикальной и другой с поперечной
подачей.
Для обработки нецентральных отверстий
применяется суппорт
с приводом
сверлильной головки,
а для обработки центральных отверстий
– суппорт
с расточной головкой.


Токарно-револьверные станки применяют в мелко- и среднесерийном производстве для изготовления деталей сложной конфигурации, требующих при обработке последовательного применения разнообразного режущего инструмента. На этих станках можно выполнять все основные токарные работы.
Конструктивно револьверные станки отличаются от универсальных токарных станков отсутствием задней бабки, гитары сменных шестерен и ходового винта. В отличие от суппорта универсального токарного станка с тремя салазками и резцедержателем револьверный суппорт, имеющий одну (продольную) подачу по направляющим станины, несет на себе револьверную головку с отверстиями (гнездами), в которых с помощью вспомогательного инструмента (державок, переходных втулок, сверлильных патронов) устанавливают различный режущий инструмент (резцы, сверла, зенкеры, развертки, метчики, плашки). При наличии специальных комбинированных державок в одном гнезде головки можно закрепитьнесколько инструментов. В процессе выполнения операции револьверную головку периодически поворачивают вокруг ее оси; при этом инструменты, последовательно занимающие рабочую позицию, обрабатывают заготовку за несколько переходов. Часто револьверные станки имеют кроме револьверного поперечный суппорт, используемый для закрепления инструментов, работающих с поперечной подачей.
Принципиальным отличием револьверных станков от универсальных токарных является наличие системы упоров, автоматически выключающих в требуемый момент движение подачи. Это позволяет вести обработку по методу автоматического получения размеров и обходиться без измерений, сокращая тем самым вспомогательное время.
Револьверные станки более производительны по сравнению с универсальными. Сокращение оперативного времени, складывающегося из основного и вспомогательного времени, достигается за счет уменьшения обоих этих слагаемых. Основное время сокращается за счет применения миогоинструментных державок (совмещения нескольких переходов на одной позиции) и одновременной обработки заготовки инструментом, установленным на револьверной головке и поперечном суппорте. Вспомогательное время сокращается за счет предварительной наладки станка на обработку заготовки многими инструментами и быстрой смены инструмента поворотом головки.
Наладка токарно-револьверного станка, заключающаяся в установке в определенном порядке в револьверной головке и поперечном суппорте вспомогательного и режущего инструмента,, в настройке упоров хода суппорта и т. о., является довольно сложной и трудоемкой. Поэтому применение револьверных станков считают рациональным при размере партии обрабатываемых заготовок не менее 10–20 шт. В условиях крупносерийного и массового производства револьверные станки вытесняются более производительными токарными автоматами и полуавтоматами.
В зависимости от вида заготовок различают прутковые и патронные револьверные станки. Обычно станки малого размера – прутковые, среднего – прутковые и патронные, крупные – обычно патронные. Для закрепления на патронных станках штучных заготовок (отливок, штамповок) применяют ту же технологическую оснастку, что и на универсальных токарных станках (за исключением центров). Прутки разного сечения (круглые, шестигранные, квадратные и т. п.), а также трубы обычно закрепляют в цанговых патронах. Выпускаются револьверные станки для обработки прутков диаметром 10–100 мм и для обработки штучных заготовок диаметром 25–630 мм.
По конструкции револьверной головки различают станки с вертикальной и горизонтальной осью вращения головки. Головки с вертикальной осью обычно бывают призматическими и имеют шесть граней с гнездами для установки инструмента. Головки с горизонтальной осью вращения имеют цилиндрическую форму, причем ось может быть либо параллельна, либо перпендикулярна к оси шпинделя станка (последняя конструкция револьверной головки характерна для токарно-револьверных автоматов, см. рис.5.19, в).
Движение подачи сообщается инструментам, закрепленным в шести гнездах револьверной головки 7 и резцедержателе 5 поперечного суппорта с фартуком 6. Револьверная головка вместе с продольным (револьверным) суппортом 8 совершает движение продольной подачи sr, а салазки поперечного суппорта – движение поперечной подачи snon и продольной подачи sпрод. После выполнения перехода револьверный суппорт отводится в крайнее правое положение и головка поворачивается на 1/6 оборота, вводя в рабочую по зицию новый инструмент или комплект инструментов. Упоры, выключающие движение продольной подачи револьверного суппорта, установлены на барабане 9.
На рис. 5.24, б приведен общий вид револьверного станка с горизонтальной осью вращения револьверной головки. На станине 7 закреплены шпиндельная бабка 4 с коробкой скоростей и коробка -
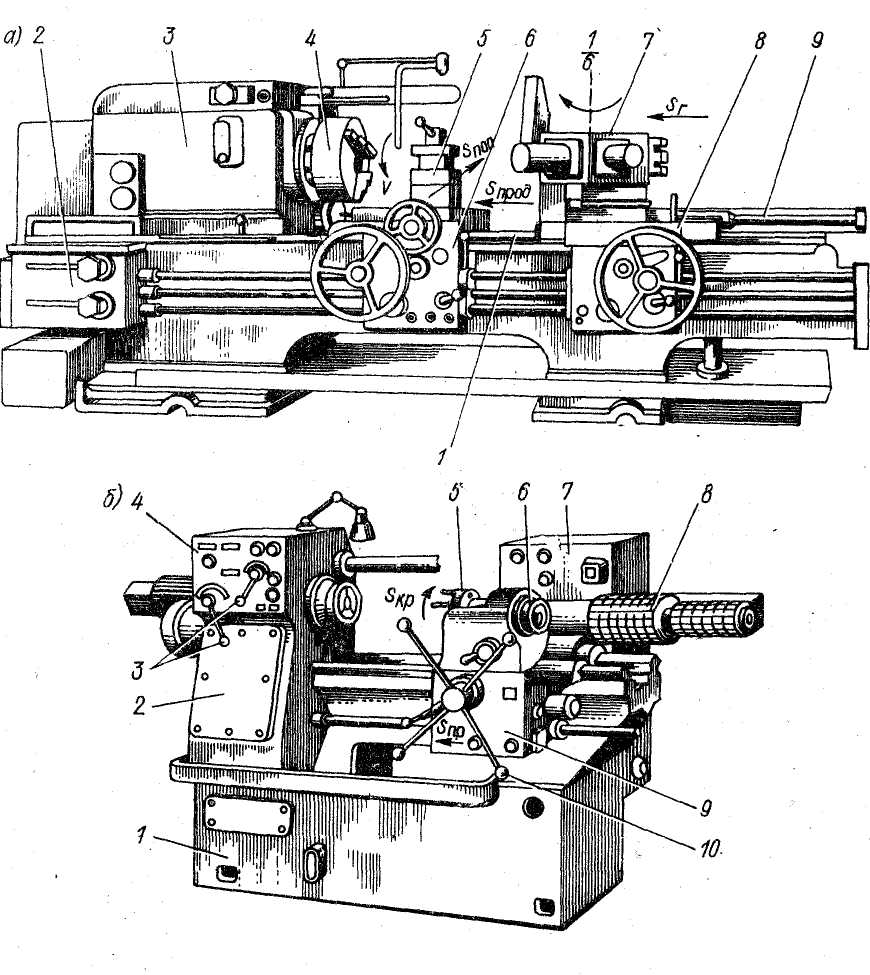
Рис. 5.24. Токарно-револьверные станки
подач 2 с рукоятками 3 переключения подвижных блоков. По продольным направляющим станины может перемещаться продольный суппорт 9 с револьверной головкой 5, имеющей 16 гнезд для установки инструмента. Ручное перемещение суппорта осуществляется штурвалом 10, механическое перемещение snp – от коробки подач. Поперечная (круговая) подача sKp на станках с горизонтальной осью вращения револьверной головки, параллельной оси шпинделя, осуществляется медленным вращением головки маховичком 6, поэтому поперечного суппорта на таких съанках нет. Смену инструмента производят быстрым пововотом головки. В электрошкафу 7 размещено электрооборудование станка.
Особенностью станка является наличие командоаппарата, который вместе с барабаном упоров 8 сидит на одной оси с револьверной головкой и поворачивается вместе с ней. Шесть улачков командоаппарата при движении или повороте револьверной головки действуют на конечные выключатели, управляющие электромагнитными муфтами коробок скоростей и подач станка. Командоаппарат служит для предварительного набора и автоматического управления частотами вращения шпинделя, подачами револьверной головки и периодическим поворотом ее в нужную позицию по заданной программе. Станок оснащен гидравлическим механизмом подачи и зажима прутка, копировальной линейкой для обтачивания конических поверхностей и устройством для нарезания резьбы резцом или гребенкой.
Движением шпинделей и суппортов у старых автоматов и полуавтоматов управляют кулачки. При смене изготовляемой детали нужно изготовить новый комплект их. Поэтому их целесообразно применять в массовом производстве.
Современные автоматы и вообще станки оснащаются системами числового программного управления (ЧПУ). Программа записывается на перфоленте или магнитном носителе. При смене изготовляемой детали нужно только сменить перфоленту, диск, дискету. Становится возможным применение автоматов и в мелкосерийном производстве.
Токарпо-каруселыше станки бывают одностоечными и двухстоечными. Диаметр карусели составляет 0,5–21 м. Это позволяет обрабатывать заготовки диаметром до 24 м. На рис. 5.25, слева показан общий вид двухстоечного токарно-карусельного станка. Станок состоит из карусели 12, смонтированной на станине 1, и стоек 2, соединенных между собой поперечиной 6. По вертикальным направляющим стоек перемещается в вертикальной плоскости подвижная траверса 3. В зависимости от высоты обрабатываемой заготовки траверсу устанавливают на определенном уровне от плоскости карусели. На подвижной траверсе установлены верхний суппорт 5 с коробкой подач 4 и револьверный суппорт 7 с револьверной головкой 8 и коробкой подач 9. Коробки подач 4 и 9 имеют независимый привод. На правой стойке установлен боковой суппорт 10 с коробкой подач 11.
Движения узлов станка показаны на рис. 5.25 справа. Режущий инструмент закрепляют в резцедержателях верхнего и бокового суппортов и гнездах револьверной головки. Каждый из суппортов имеет горизонтальную и вертикальную подачи. В зависимости от характера обрабатываемой поверхности включают ту или иную подачу.
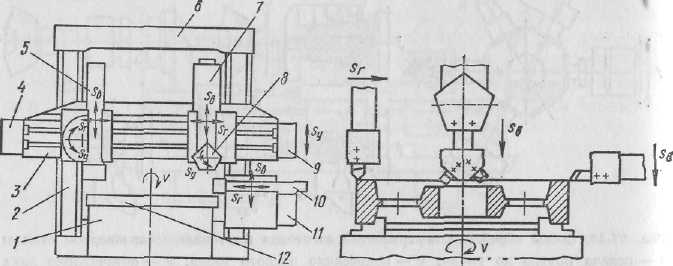
Рис. 5.25. Схема обработки заготовки на токарно-
карусельном станке
Одностоечные токарно-каруселыше станки имеют вертикальный револьверный и боковой суппорты. На токарно-карусельных: станках обтачивают наружные и растачивают внутренние цилиндрические и конические поверхности, обтачивают фасонные поверхности, сверлят, зенкеруют и развертывают отверстия, обтачивают плоские торцовые поверхности. Использование специальных приспособлений позволяет нарезать резьбы резцами, обрабатывать сложные фасонные поверхности по электрокопиру, а также фрезеровать бобышки и пазы, шлифовать плоские поверхности я выполнять другие виды обработки. На станках ведут многоинструментальпую обработку одновременно нескольких поверхностей заготовки.
Зубчатое колесо большого диаметра обрабатывают одно временно несколькими инструментами (рис. 5.25). Наружную цилиндрическую поверхность обтачивают проходным резцом, закрепленным в резцедержателе бокового суппорта; подача резца – вертикальная. Торец обода колеса обтачивают подрезным резцом, который закреплен в резцедержателе верхнего суппорта; подача резца – горизонтальная. Отверстия растачивают двумя проходными расточными резцами, закрепленными в специальной державке, установленной в гнезде револьверной головки, с вертикальной ее подачей.
Для обработки сложных заготовок типа тел вращения применяют токарные многоцелевые станки. У них вместо револьверной головки применяют магазины с большим числом различных инструментов. Кроме того, такие станки имеют приспособления для фрезерования, сверления отверстий в различных местах заготовки.
Современные токарные центры с ЧПУ выполняют обработку торцевых несоосных и радиальных гладких и резьбовых отверстий, фрезерование радиальных и торцовых прямолинейных пазов, радиальные лыски и фасонные пазы, обрабатывают нерадиально расположенные отверстия, производят с перехватом полную обработку деталей с двух сторон.