

2.3 Тип производства и номенклатура выпускаемых изделий
В номенклатуру ЦСИ входит: сборные фрезы, резцы, расточные блоки и головки, инструмент имеющий в основе сменные режущие пластины, модульный инструмент (фрезы концевые, торцовые, дисковые, специальные, фасочные, резьбонарезные и т.д.), фрезы для нарезания колес различного модуля, резцы (проходные, канавочные, отрезные, подрезные), расточные блоки (получистовые, чистовые с микрометрической подачей), оправки с различными конусами, сверла (интервал диаметров 38-150 мм), режущий, мерительный инструмент, вспомогательные приспособления, оправки, штампы, пресс-формы.
В машиностроении различают три основных типа производства: единичное, серийное и массовое.
Вид производства определяется годовой программой выпуска, массой изготавливаемого изделия, его трудоемкостью.
Ориентировочно вид производства определяется по следующей таблице 1.
Таблица 1 – Тип производства
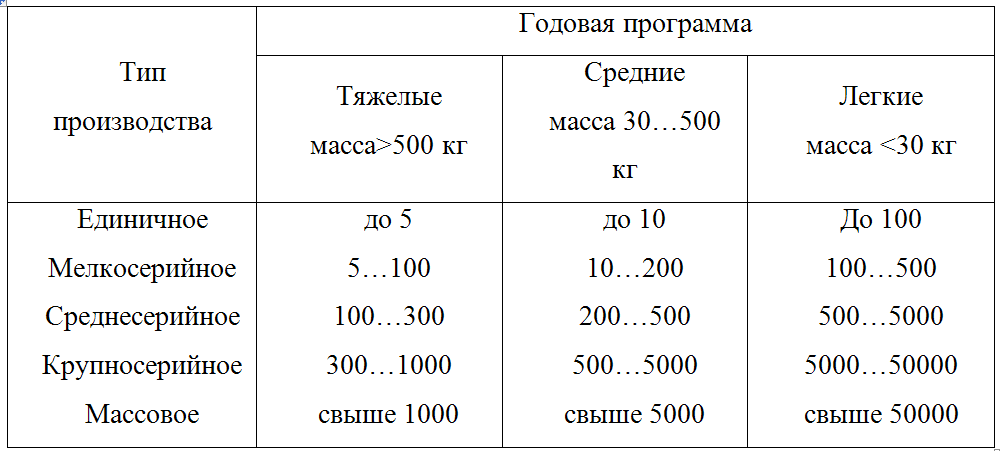
Видно, что ЦСО ЗАО «НКМЗ» имеет мелкосерийную и единичную структуру производства, выпускаемая номенклатура предназначена только для нужд завода.
2.4Организация производственных участков, номенклатура производственного оборудования
Технологическое оборудование - орудие (средства) производства, в котором для выполнения определённой части технологического процесса размещаются материалы или заготовки, средства воздействия на них, а также технологическая оснастка и при необходимости источник энергии. В базовом цехе расположено большое количество разнообразного технологического оборудования, которое размещается по участкам: штампов, расточки, участок ремонта оборудования, финишной обработки. Размещение оборудования группами по участкам обусловлено мелкосерийным типом производства базового цеха.
Оборудование на участках размещается по многорядной схеме и состоит из следующих моделей станков:
токарно-винторезные моделей 1К62, 16К20, 165, 1М63;
настольно-сверлильный 2М112;
горизонтально-фрезерные моделей 6Р83Ш;
вертикально-фрезерные моделей 6Н13П, 6Р12Б, 675П;
круглошлифовальные 3М152МФ2, 3131;
плокошлифовальные 3Б724;
радиально-сверлильные 2М55, 3М55;
ножницы кривошипно-листовые МД3318Г;
горизонтально – расточные 2Н637;
вертикально – сверлильные 2Н135;
кромкогибочная машина ИВВ30;
пресс гидравлический П6236;
токарно-карусельные 1512, 11532, 16512ПФ24;
продольно – фрезерные 6610;
печь шахтная ПН346, СШ3 – 6,6/ 7М1, ПЭШ;
печь камерная СН 36,5/13;
электропечь высокого отпуска СНЦА – 5.10;
печь для закалки С – 5.10;
универсальный заточной 3Б642;
станок для заточки пил 3692;
станок для заточки фрезерных головок 3Б667;
станок для заточки резцов 3Б632В;
точильно-шлифовальный 3Б634;
ОЦ FERRARI А17 – Е550, А15 – Е550;
Координатно-сверлильно-фрезерный PIKOMAX 100 – CNC;
Плоскошлифовальные МВ – 100, 365Н;
Электроэрозионный STH70 – 50, SUMTEK CM11;
Для шлифовки центровочных отверстий 2СМ – 810;
Лазерная система для маркировки GLUSILASER;
Заточной станок с ЧПУ LAPRORA М95 – А1;
Токарно-винторезный MASTURN;
Универсально – шлифовальный MIKRO CNC L500;
Координатно-расточной 2А470, 2Д450;
Фрезерный станок по дереву МР75.