

4.2.1.7Проектирование специального режущего инструмента
Так как для обработки фрезы в проектируемом технологическом процессе применяется более производительное оборудование, к нему соответственно и более прогрессивный инструмент. В частности, резец с механическим креплением пластин (МКП) из твердого сплава для контурного точения корпуса фрезы.
Для наружного чистового точения фрезы рекомендую применить резец с механическим креплением пластины по схеме Р с L-образным рычагом (рис. 13).
Резец-вставка сборной конструкции применяется при токарной обработке деталей типа тел вращения. Резец имеет четырехгранную пластину 5 из твердого сплава. Пластина механически крепиться к корпусу 1 с помощью винта 3 и рычага 2. Рычаг позволяет прижимать пластину к корпусу с большей силой, чем была приложена станочником при завинчивании винта. Конструкция державки устроена таким образом, что на ее смену станочник тратит не более 10 секунд. При этом специальная форма опорной плоскости державки и выполненный в ней паз позиционируют резец в резцедержателе.
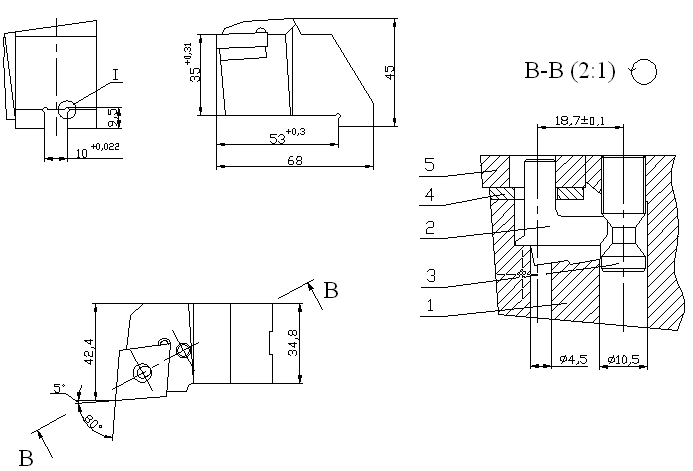
Рисунок 13 – Резец сборный [8]
В данной конструкции сила зажима передается от винта через двуплечий L-образный рычаг, верхний конец которого выполняет роль базирующего штифта и поджимает пластину к боковым поверхностям паза державки резца.
Преимуществом этой схемы крепления является простота и удобство обслуживания. Недостаток – повышенная трудоемкость изготовления и отсутствие прижима к опорной поверхности.
Произвожу расчет державки на жесткость.[8]
Максимальный изгибающий момент

Изгибающий момент допускаемый сечением державки

Где
 - допускаемые напряжения на изгиб
- допускаемые напряжения на изгиб
W – момент сопротивления сечения

Принимаю М=М1 и определяю сечение державки из условий ее прочности

Если принять высоту сечения В равную ширине Н, то
Где Рz – тангенсальная сила резания
силу резания Pz беру из пункта 2.7 Pz=3669 (Н)
l – вылет державки в мм
т.к. 4,44<34,8, то державка выдерживает приложенные к ней напряжения.
Задний угол на резце получается за счет наклона опорной плоскости гнезда под пластину. Ромбическую пластину зажимаем между штифтом и клином. Опорная поверхность клина выполнена конической и упирается в коническую поверхность корпуса резца. Штифт запрессован в корпусе, а требуемый угол φ получается поворотом пластины и клина, после чего клин затягивается винтом.[6]
5Специальная часть
5.1Исследование конструктивных особенностей фрезы дисковой
Дисковые фрезы трехсторонние со вставными ножами, оснащенными напайными пластинами из твердого сплава предназначены для фрезерования пазов и уступов в изделиях из металлов и сплавов, а так же чугуна на фрезерном универсальном и автоматическом оборудовании, в том числе на станках с ЧПУ.
Особенности конструкции:
крепление вставных ножей в корпусе осуществляется при помощи радиальных рифлений и клина, что даёт возможность компенсации износа пластин (слоя, снятого при переточке).
восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине соответствующим выдвижением ножей.
У трёхсторонних дисковых фрез зубья расположены на цилиндрической поверхности и на обоих торцах. Условия резания у торцовых зубьев менее благоприятны, чем у зубьев, расположенных на цилиндрической поверхности. Небольшая глубина канавки у торца не дает возможности получить необходимые задние и передние углы.
Эти фрезы могут обрабатывать три взаимно перпендикулярные поверхности в пазах и уступах. Они изготавливаются с мелкими зубьями для чистовой обработки и с крупными зубьями - для черновой обработки. Последние характеризуются удалением больших объемов металла из глубоких пазов, выемок, поэтому они имеют большой объем стружечных канавок. Зубья у этих фрез при малой ширине режущих кромок или прямые, или наклонные к оси. Причем последние обеспечивают более равномерное фрезерование, имеют благоприятную геометрию торцовых зубьев и лучшее удаление стружки.
Фреза дисковая R335.13-160.2530.60-6N-16C кассетная трехсторонняя регулируемая показана на рисунке 14.
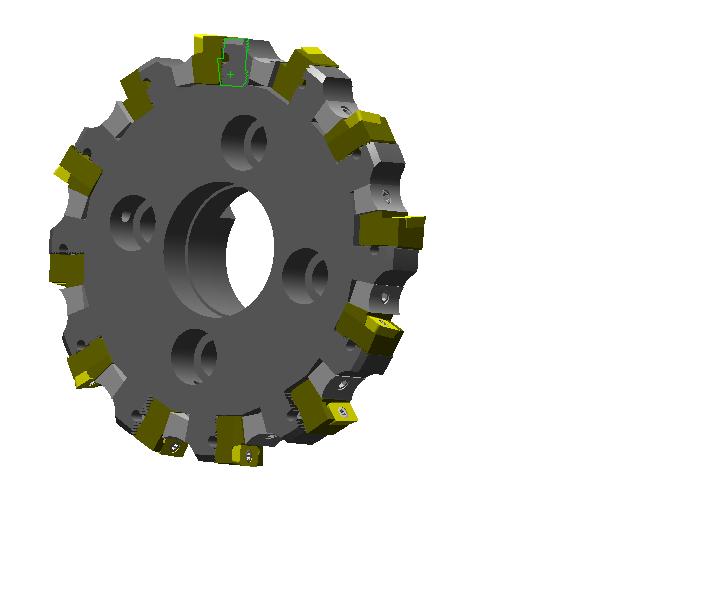
Рисунок 14 – Фреза дисковая кассетная трехсторонняя регулируемая с тангенциальным расположением зубьев
Конструкции регулируемых сборных дисковых фрез, с механически закрепляемыми режущими элементами обеспечивают снижение расходов по эксплуатации режущего инструмента, которые суммируются по следующим факторам:
1) Сокращение времени на восстановление режущих свойств инструмента.
2) Сокращение машинного времени.
3)Увеличение стойкости вследствие исключения операций напайки и заточки.
4) Сокращение в обращении необходимого инструмента.
5) Применение СМНП даёт возможность повысить режимы резания за счёт уменьшения стойкости, вследствие уменьшения затрат связанных с восстановлением режущих свойств инструмента, тем самым способствуя повышению производительности механической обработки.
Необходимо отметить, что применение фрез с механически закрепляемыми режущими элементами даёт ряд принципиальных и качественных изменений технико–экономических показателей, затрагивающих коренные вопросы организации инструментального производства.
Увеличение ассортимента испытуемых марок инструментального материала.
Более экономичное использование инструментального материала путём возврата пластинок, и повторного его использования в производстве.
Конструирование регулируемых сборных дисковых фрез, с механически закрепляемыми режущими элементами в наиболее полной мере соответствует существующему уровню, основным тенденциям и перспективам развития производства в части организации экономики.
Конструкция регулируемой сборной дисковой фрезы должна отвечать следующим требованиям:
1.Установленные в корпусе фрезы кассеты с размещёнными на них режущими элементами должны обеспечивать:
а) равномерное распределение работы между отдельными зубьями;
б) требуемую чистоту обработанной поверхности изделия;
в) возможность регулирования положения режущего элемента в пространстве с целью уменьшения биения режущих кромок фрезы.
2.Удобство и надёжность в эксплуатации:
а) простота установки и регулирования кассет в корпусе;
б) надёжность способа установки режущего элемента в кассете;
в) отсутствие смещений кассет в процессе закрепления и регулирования;
г) время необходимое на регулирование положения режущего элемента в пространстве с целью уменьшения биения режущих кромок фрезы.
3.Технологичность изготовления конструкции.