

2.4.3 Балансировка фрез
Шпиндели фрезерных станков имеют высокую частоту вращения, 3000...24000 мин-1, поэтому фрезы необходимо тщательно уравновешивать (балансировать). Работа неуравновешенными фрезами приводит к вибрациям шпиндельного узла и станка в целом. Это в свою очередь вызывает ускоренный износ элементов станка (особенно подшипниковых опор шпинделя), ухудшение качества обработки, увеличение уровня шума.
Различают два вида балансировки — статическую и динамическую. Статическая балансировка позволяет уравновесить силы, действующие на вращающуюся фрезу. Для этого необходимо, чтобы центр массы фрезы располагался на оси вращения. Статическую балансировку насадных фрез выполняют на приспособлении, показанном на рис. 21. Фрезу насаживают на, отбалансированную оправку, устанавливаемую на горизонтальные направляющие. Направляющие выверяют по уровню с помощью регулируемых опор. Легким толчком руки фрезу с оправкой заставляют катиться по направляющим. Когда фреза остановится, замечают ее положение (например, отмечая верхнюю точку мелом). Эту операцию повторяют 3—4 раза. Если фреза останавливается в различных положениях, можно считать, что фреза уравновешена. Если фреза каждый раз останавливается в одном положении, центр массы смещен относительно оси вращения. Это смещение и заставляет фрезу разворачиваться тяжелой частью вниз.
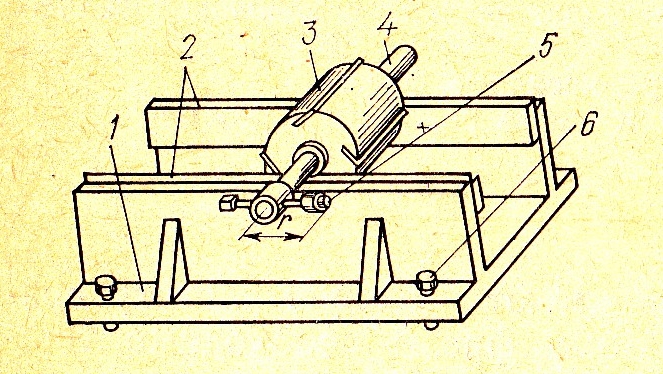
Рис. 21. Приспособление для статической балансировки насадного инструмента:
1 — основание; 2 — направляющие; 3 — фреза; 4 — оправка; б — уравновешивающий грузик; 6 — регулируемая опора
Для определения величины неуравновешенности на легкую сторону (обращенную вверх) прикрепляют дополнительную массу m₁ (гирьку или шарик из пластилина). Величину массы подбирают такой, чтобы фреза останавливалась в произвольном положении. Измеряют расстояние г₁ от оси фрезы центра массы груза. Степень неуравновешенности характеризуется величиной дисбаланса D=m₁r₁ Затем в нерабочей тяжелой части фрезы стачивают или высверливают металл. Возможно также уравновешивание ввинчиванием специальных винтов на легкой части фрезы, перемещение сухариков в корпусе и др.
Во всех случаях массу дополнительного груза mдоп рассчитывают по формуле:
mдоп = m₁r₁/r₂= D/r₂,
где m₁ — масса уравновешивающего груза (пластилина, гирьки); г₁— расстояние от оси вращения фрезы до центра массы уравновешивающего груза; г₂ — расстояние от оси вращения до центра массы дополнительного груза.
Точность статической балансировки зависит от трения оправки по направляющим приспособлениям: чем меньше трение, тем легче фреза развернется тяжелой частью вниз. Остаточная неуравновешенность фрезы (остаточный дисбаланс) после статической балансировки может достигать величины, определяемой по формуле:
Dост= 1000·mфК,
где Dост — остаточный дисбаланс, г·см; mф—масса фрезы с оправкой, кг; К — коэффициент трения качения оправки по направляющим, см.
Величина коэффициента трения качения стали по стали К находится в пределах 0,003... 0,005 см. Так, для фрезы массой 7 кг и оправки массой 3 кг остаточный дисбаланс составит 3... 5 г·см, что близко к допуску на неуравновешенность фрезерного инструмента. При массе фрезы до 10 кг допустима неуравновешенность 5 г·см; при массе более 10 кг—1 г·см на каждые 2 кг массы инструмента.