

2.3 Фрезы
2.3.1 Общие сведения о фрезеровании.
Фрезерный инструмент имеет многочисленные конструктивные формы. Это объясняется многообразием видов работ, выполняемых фрезами (формирование плоских и профильных наружных поверхностей деталей, обработка шипов, пазов и гнезд, копирование, измельчение на щепу и др.).
Фрезы — основной режущий инструмент продольно-фрезерных, собственно фрезерных, шипорезных, сверлильно-фрезерных, фрезерно-копировальных, фрезерно-брусующих станков. Общим для всех фрез является наличие вращающихся вокруг оси режущих элементов, каждая точка лезвия которых описывает в обрабатываемом материале циклоидальную траекторию. Такую траекторию можно получить с помощью схемы, показанной на рис. 12, а.
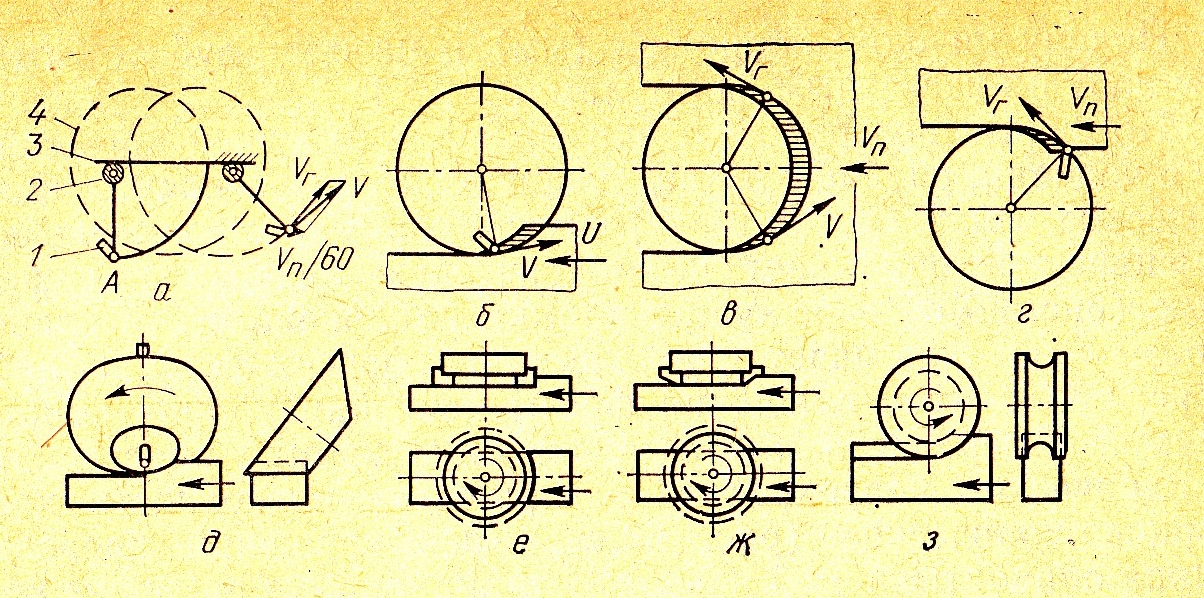
Рис.12. Фрезерование:
а — циклоидальная траектория резания; б — цилиндрическое фрезерование со встречной подачей; в — цилиндрическое пазовое; г — цилиндрическое с попутной подачей; д — коническое; е — торцевое; ж — торцово-коническое; з — профильное
Режущий элемент 1 жестко связан с цилиндром 2. При вращении режущего элемента цилиндр перекатывается по плоскости 3. Следовательно, режущий элемент совершает одновременно два движения — круговое и прямолинейное. Траекторией этого сложного движения относительно неподвижной плоскости 3 является циклоида 4. Круговое движение главное, а прямолинейное — движение подачи.
В станках главное движение всегда придается инструменту — он равномерно вращается вокруг оси с частотой n (мин¯¹). Движение подачи со скоростью ϑп (м/мин) обычно придается заготовке. Скорость перемещения точки режущей кромки по траектории главного движения (м/с) определяют по формуле
ϑr = 2πRn/(60·1000).

Рис. 13. Геометрия стружки при цилиндрическом фрезеровании

Рис. 14. Кинематические неровности при фрезеровании:
а — образование волн двумя резцами с разными радиусами резания; б — образование волн двумя резцами с одинаковыми радиусами резания; в — образование волн одним резцом, описывающим окружность большего радиуса резания; 1- траектория резца, вращающегося по большему радиусу; 2 — траектория резца, вращающегося по меньшему радиусу.
По форме поверхности, описываемой режущей кромкой при ее вращении, различают следующие виды фрезерования: цилиндрическое (рис. 12, б, в, г) — режущая кромка параллельна оси вращения и описывает цилиндрическую поверхность; коническое (рис. 12,д) —режущая кромка наклонена к оси вращения фрезы и описывает коническую поверхность;, торцевое (рис. 12, е) — ось вращения фрезы перпендикулярна обрабатываемой поверхности, боковые режущие кромки описывают цилиндрические поверхности, а торцевые — поверхность кольца; торцово-коническое (рис. 12, ж) — ось вращения перпендикулярна обрабатываемой поверхности, наклонные режущие кромки описывают коническую поверхность, а торцевые — поверхность кольца; профильное (рис. 12,з) -участки режущей кромки имеют различные углы наклона к оси вращения и описывают поверхность вращения сложного профиля.
Относительно направления вращения фрезы различают встречное и попутное направления подачи заготовки. При встречном фрезеровании заготовка движется навстречу вращающемуся элементу (рис. 12, б). При попутном фрезеровании (рис. 12, г) она движется в том же направлении, что и режущий элемент. Попутное цилиндрическое фрезерование не получило широкого промышленного применения. При некоторых видах фрезерования (пазовом, торцевом, торцово-коническом) при срезе одной стружки может быть и встречная и попутная подача (рис. 12, в, е, ж).
Стружка при цилиндрическом фрезеровании ограничена предыдущей а'b и последующей a'd траекториями резания и прямым отрезком ab, совпадающим с верхним краем заготовки (рис. 13). Дуга резания a'and ограничена точкой входа зуба в заготовку а и точкой выхода зуба из заготовки d. Положение этих точек характеризуется углом входа фвх и углом выхода ϕвых. Из треугольника c₂aa' видно, что угол входа можно рассчитать по формуле (ϕвх=arcsin(Sz/2R). Обычно этот угол мал и его допустимо принимать равным нулю. Угол выхода рассчитывают по формуле ϕвых=arccos[(R—H)/R]. Угол контакта принимают приблизительно равным углу выхода: ϕк≈ϕвых Средний угол ϕcр, соответствующий середине дуги резания, приблизительно равен половине угла выхода ϕср≈ϕвых/2.
Длину l и толщину а стружки (мм) при фрезеровании рассчитывают по аналогичным формулам для пиления круглыми пилами:
l=2πRϕк/360; а=Sz sinϕ;
аср=Sz sin ϕср; аmax=Sz sin ϕвых.
Ширина стружки b (размер в направлении перпендикулярном плоскости чертежа) равна при открытом фрезеровании ширине обрабатываемой детали. Шероховатость поверхности, обработанной фрезерованием, определяется глубиной кинематических неровностей (волн) или глубиной неровностей разрушения. Глубина кинематических неровностей у (мм) может быть рассчитана по формуле у = l²₁/8R где l₁ — длина большей волны на обработанной поверхности, мм; R — радиус резания фрезы, мм.
В общем случае длина большей волны (рис. 14, а) зависит от подачи на зуб Sz и разности радиусов резания двух зубьев τ=R₁—R₂ (мм):
l₁Sz + 2Rτ/Sz.
Если оба зуба описывают поверхности одинакового радиуса (т=0), они оставляют волны равной длины (рис. 14,6): l ₁=l₂=Sz
Если разность радиусов τ больше или равна критической разности τкp=Sn²/8R, то поверхность формируется лишь одним зубом, описывающим окружность большего радиуса. Длина волны, в этом случае равна подаче на оборот Sn. (рис. 14,в):
τ≥Sn/8R,
l₁=Sn=ϑп1000/n;
y₁=S²n/8R.
Глубина неровностей разрушения при цилиндрическом продольно-торцевом фрезеровании определяется в первую очередь величиной подачи на зуб Sz и углом подачи ϕпод. Угол подачи — это угол между вектором скорости подачи и волокнами (рис. 15). Если этот угол больше 90°, фрезерование происходит по волокнам, а если ϕпод<90° — против волокон. Глубину неровностей разрушения теоретически не рассчитывают, ее определяют по опытным данным (табл. 9).
Таблица 4
Глубина неровностей разрушения при продольно-торцевом фрезеровании древесины
Подача на зуб Глубина неровностей разрушения Rm max, мкм, при углах подачи ϕпод, град
0 15 30 45 60 75 90 105—180
0,25 30 60 80 80 70 60 30 30
0,50 40 80 140 120 90 80 60 45
1,00 60 100 250 250 170 100 80 60
1,50 100 200 340 300 230 170 110 100
2,00 200 300 450 500 300 250 200 200
2,50 320 420 470 550 400 340 320 320
Глубина неровностей разрушения при поперечном фрезеровании в большой степени зависит от породы древесины и подачи на зуб:
Rm mах, мкм 32 60 100 200
Подача на зуб, мм 0,1/0,2 0,4/0,8 1,0/1,5 1,5/2,4
В числителе указана подача на зуб при фрезеровании хвойных, а в знаменателе — при фрезеровании твердолиственных пород.
При фрезеровании ДСтП глубина неровностей разрушения Rm max (мкм) зависит от плотности плит и подачи на зуб (табл. 10).
Таблица 5.
Шероховатость фрезерованной поверхности древесностружечных плит
Подача на зуб Sz, мм Max величина неровностей разрушения Rm max, мкм, г/см³
0,5 0,7 0*8
0,23 1140/645 1300/730 1400/770
0,46 675/440 800/440 900/520
0,92 250/250 470/260 480/280
Примечание. В числителе указана величина неровностей при фрезеровании по кромке, в знаменателе—по пласти плиты.
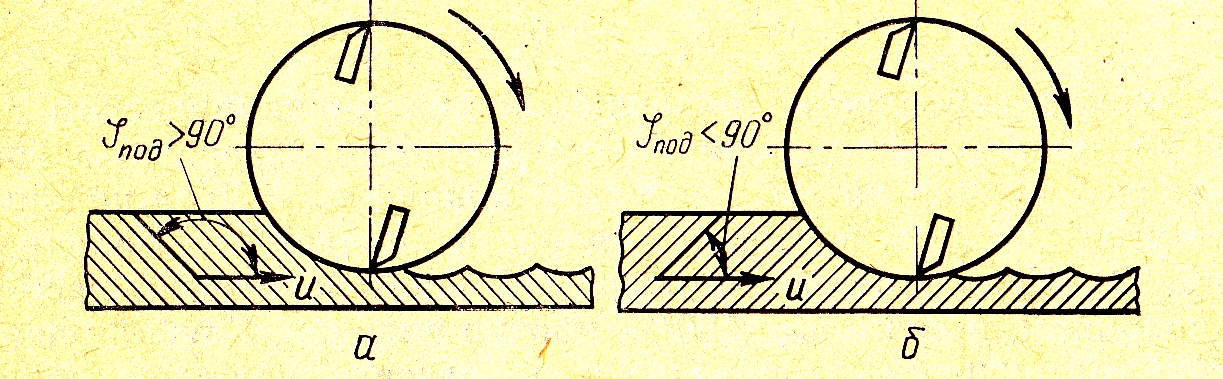
Рис. 15. Фрезерование древесины по волокнам (а) и против волокон (б)