

Билет 76) Основные понятия о соединениях
В механизмах отдельные детали для выполнения своих функций определенным образом соединяются между собой, образуя подвижные и неподвижные соединения (рис. 24.1). Подвижные соединения, например соединение вала с корпусом, зацепление зубчатых колес, шарниры и т.п., допускают взаимное движение одной детали относительно другой. Таким образом, подвижные соединения образуют кинематические пары. Неподвижные соединения не допускают взаимного перемещения сопрягаемых деталей. В машиностроении термин «соединения» относят только к неподвижным соединениям.
По признаку разъемности соединения подразделяются на разъемные и неразъемные.
Разъемные соединения – такие, которые допускают сборку и разборку без повреждения материала деталей. К этому виду соединений относятся резьбовые, шпоночные, шлицевые, штифтовые, профильные и клеммовые.
Неразъемные соединения – такие, которые невозможно разобрать без разрушения деталей. К ним относятся заклепочные, сварные, паяные, клеевые и соединения с натягом (прессовые).
Соединения являются ответственным элементом конструкций механизмов. Часто причиной отказов и разрушений механизмов является низкое качество соединений.
Предельное состояние соединения, когда становится возможной потеря его работоспособности, называется нагрузочной способностью.
Основным критерием работоспособности и расчета соединений является прочность.
При проектировании необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Наличие соединения, которое обладает прочностью, составляющей, например, 0,8 от прочности самих деталей, свидетельствует о том, что 20% нагрузочной способности этих деталей или соответствующая часть металла конструкции не используется.
Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкцию и т.п. Например, соединение труб болтами требует образования фланцев, сверления отверстий под болты, установку самих болтов с гайками и шайбами. Соединение труб сваркой встык не требует никаких дополнительных элементов. Оно в наибольшей степени приближает составное изделие к целому. С этих позиций соединение болтами может быть оправдано только разъемностью.
Основные параметры резьбы. Типы резьб
Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали. Основным элементом резьбового соединения является резьба, которая получается путем прорезания на поверхности деталей канавок по винтовой линии (рис. 24.2).
Резьбовые соединения получили большое распространение в машиностроении. В современных машинах детали, имеющие резьбу, составляют свыше 60 % от общего количества деталей.
Широкое применение резьбовых соединений определяется:
1) возможностью создания больших осевых сил (ввиду клинового действия резьбы, а также большого отношения длины ключа к радиусу резьбы);
2) возможностью фиксирования зажима в любом положении благодаря самоторможению;
3) удобными формами и малыми габаритами;
4) простотой и возможностью точного изготовления.
Помимо крепежных целей винтовые пары в машинах применяют для осуществления поступательного движения и, в частности, для подъема грузов и точных перемещений.
Если плоскую фигуру (треугольник, трапецию и т.п.) перемещать по винтовой линии так, чтобы её плоскость при движении всегда проходила через ось винта, то эта фигура образует резьбу соответствующего профиля (рис. 24.3).
По форме основной поверхности резьбы подразделяют на цилиндрические и конические (рис. 24.4).
В зависимости от формы профиля резьбы делятся на пять основных типов: треугольные (рис. 24.5, а), упорные (трапецеидальные несимметричные) (рис. 24.5, б), трапецеидальные (рис. 24.5, в), прямоугольные (рис. 24.5, г) и круглые (рис. 24.5, д).
В
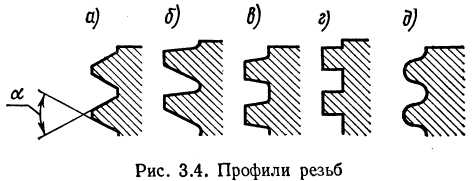
Рисунок 24.5 Профили резьб
зависимости от направления винтовой линии резьбы бывают правые и левые (рис. 24.6). У правой резьбы винтовая линия поднимается слева вверх направо. Левая резьба имеет ограниченное применение.В зависимости от числа заходов резьбы делятся на однозаходные и многозаходные (рис. 24.6). Многозаходные резьбы получаются при перемещении по винтовым линиям нескольких рядом расположенных профилей. Заходность резьбы проще определять с торца винта по числу сбегающих витков.
В зависимости от назначения резьбы подразделяют на крепежные, крепежно-уплотняющие и для передачи движения.
Крепежные резьбы применяют в резьбовых соединениях предназначенных для скрепления деталей. Они имеют треугольный профиль, который характеризуется:
большим трением, предохраняющим резьбу от самоотвинчивания;
высокой прочностью;
технологичностью.
Крепежно-уплотняющие, служащие как для скрепления деталей, так и для предохранения от вытекания жидкости (обеспечивают герметичность соединения). Эти резьбы имеют треугольный профиль, но без радиальных зазоров.
Резьбы для передачи движения применяются в винтовых механизмах и имеют трапецеидальный (реже прямоугольный) профиль, который характеризуется меньшим трением. Их принято называть ходовыми или грузовыми резьбами в зависимости от применения.
Основными параметрами цилиндрической резьбы являются: наружный (номинальный), средний и внутренний диаметр резьбы; шаг резьбы.
Для обозначения диаметров детали с наружной резьбой (в большинстве случаев винта) используют строчные буквы. Диаметры детали с внутренней резьбой (гайки) обозначают прописными буквами. Обозначения диаметров следующие: номинальный наружный для винта d, гайки D; средний d2, D2; внутренний d1 винта, внутренний D1 гайки.
Профиль резьбы характеризуют углом профиля (рис. 24.7), углом наклона боковой стороны профиля к перпендикуляру оси резьбы (оба в осевом сечении) (рис. 24.2), высотой исходного треугольника Н (образуется при пересечении продолжения боковых сторон профиля), рабочей высотой профиля Н1 резьбы (т.е. проекцией на перпендикуляр к оси резьбы участка соприкосновения винта и гайки).
Шаг
р
расстояние между одноименными сторонами
соседних профилей, измеренное в
направления оси резьб. Для многозаходных
резьб используют термин "ход" S,
равный произведению шага на число
заходов. Ход равен расстоянию, на которое
перемещается винт вдоль своей оси при
повороте на один оборот в неподвижной
гайке: , (24.1)
где Z
– число заходов резьбы.
, (24.1)
где Z
– число заходов резьбы.
Угол
подъема развертки винтовой линии по
среднему диаметру резьбы определяется
соотношением: . (24.2)
. (24.2)
Метрическая резьба (рис. 24.8). Форма профиля треугольная с углом a = 60° Профиль резьбы - симметричный (g = a /2 = 30°), имеет срезы по прямой вершине резьбы винта и гайки.
Профиль впадин винта и гайки не регламентирован. Рабочая высота профиля H1 = 0,541р. Метрическая резьба стандартизирована, является основной крепежной резьбой. Наклон боковой стороны профиля обеспечивает возможность создания больших осевых сил, а также возможность самоторможения (вследствие клинового эффекта). Вершины витков и впадин притупляются по прямой или дуге, что уменьшает концентрацию напряжений, предохраняет резьбу от повреждений, а также удовлетворяет нормам техники безопасности.
Метрическую резьбу выполняют с крупным и мелким шагами (рис. 24.9). Профили их геометрически подобны.
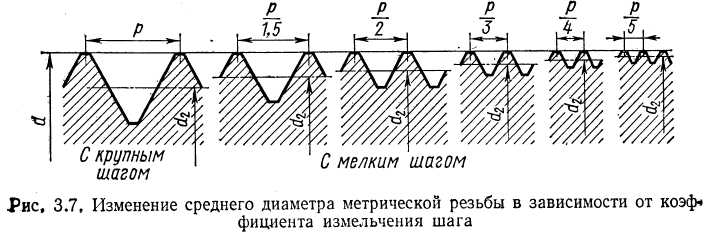
Рисунок 24.9 Изменение среднего диаметра метрической резьбы в
зависимости от коэффициента измельчения шага
За основную принята резьба с крупным шагом. Статическая несущая способность этой резьбы выше, чем резьбы с мелким шагом, влияние на прочность погрешностей изготовления и износа меньше. Мелкую резьбу в основном применяют для:
динамически нагруженных деталей и деталей, диаметры которых в основном определяются напряжениями изгиба и кручения (валы);
полых тонкостенных деталей;
деталей, у которых резьба предназначена для регулировки.
Применение мелких резьб облегчает стопорение, позволяет уменьшить перепады диаметров валов и пр.
В машинах, выпущенных в странах, где действует дюймовая система мер, используют дюймовые резьбы (рис. 24.10), в которых вместо шага задано число ниток резьбы на дюйм, а угол профиля a = 55°. Дюймовые резьбы не применяются при проектирования новых изделий.
Т
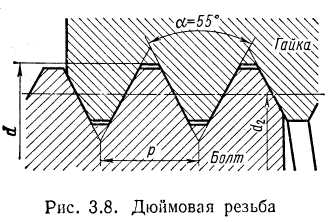
Рисунок 24.10 Дюймовая резьба
рапецеидальная резьба (рис. 24.11). Имеет симметричный профиль с углами a = 30° и g = a/2 = 15° и рабочей высотой профиля H1 = 0,5р. Резьба стандартизирована. Шаг может быть крупным, средним и мелким. Меньший по сравнению с метрической резьбой угол наклона боковой стороны профиля обусловливает меньшие потери на трение при использовании этой резьбы. В силу чего резьбу применяют для передачи движения в ходовых и грузовых винтах при двустороннем (реверсивном) движении под нагрузкой.Упорная резьба (рис. 24.12). Имеет несимметричный трапецеидальный профиль. Ее применяют для ходовых и грузовых винтов с большой односторонней осевой нагрузкой.
Угол наклона рабочей стороны профиля; к перпендикуляру к оси резьбы для повышения КПД выбирают достаточно малым (g = 3°, резьба с углом наклона профиля 0 неудобна в изготовлении), угол наклона нерабочей стороны профиля 30°, рабочая высота профиля, H1 = 0,75р. Резьба стандартизирована, шаг может быть крупным, средним и мелким. КПД выше, чем у трапецеидальной резьбы. Закругление впадин повышает усталостную прочность винта. Применяется в передаче винт – гайка при больших односторонних осевых нагрузках (грузовые винты прессов, домкратов и т.п.).
Прямоугольная резьба (рис. 24.13) (угол наклона боковой стороны к перпендикуляру к оси резьбы g = 0°). Обеспечивает наивысший КПД, но неудобна в изготовлении, при длительной эксплуатации вследствие износа появляются люфты, не стандартизирована.
Круглая резьба (рис. 24.14). Профиль резьбы состоит из дуг, сопряженных короткими прямыми линиями. Угол профиля = 30, не стандартизирована. Резьба характеризуется высокой динамической прочностью. Применяется для винтов, подверженных большим динамическим нагрузкам, а также для винтов, часто завинчиваемых и отвинчиваемых. Технологична при изготовлении отливкой, накаткой и выдавливанием на тонкостенных изделиях.
Т
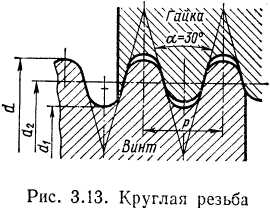
Рисунок 24.14 Круглая резьба
рубная резьба (рис. 24.15). Представляет собой мелкую дюймовую резьбу без зазоров по выступам и впадинам. Она является крепежно-уплотняющей; ее применяют для соединения труб.Конические резьбы. Обеспечивают непроницаемость без специальных уплотнений. Их применяют для соединения труб, установки пробок, масленок и т.п. Стандартизованы три резьбы с конусностью 1:16 – метрическая с углом профиля 60°; трубная с углом профиля 55° и дюймовая с углом профиля 60°. На рис. 24.13 показана трубная коническая резьба с углом профиля a = 55°. Для возможности свинчивания с внутренней цилиндрической резьбой профиль резьбы конической выполняют с биссектрисой угла, перпендикулярной оси конуса. Диаметры резьбы измеряют в так называемой основной плоскости, соответствующей торцу гайки со стороны большого диаметра резьбы. Коническая резьба позволяет затяжкой компенсировать износ, обеспечивает более равномерное распределение нагрузки между витками резьбы, сокращает время на сборку.
Государственные стандарты предусматривают для каждого типа резьб определенные обозначения, которые и должны использоваться на чертежах и в иной технической документации. Обозначения для наиболее часто применяемых типов резьб приведены в табл. 24.1.
Таблица 24.1
№ |
Тип резьбы |
Обозначение |
|
Содержание |
Пример |
||
1 |
Резьба метрическая, цилиндрическая однозаходная |
Индекс «М» и число, равное наружному диаметру в мм; |
М16 М161 M16LH M16lL |
2 |
Резьба метрическая, цилиндрическая многозаходная |
Индекс «М», наружный диаметр в мм, число заходов, в скобках «Р» и шаг в мм Для левых резьб в конце индекс «LH» |
М163(р1) M163(р1)LH |
3 |
Резьба цилиндрическая трубная |
Индекс «G» и условный размер резьбы в дюймах Для левых резьб в конце индекс «LH» |
G1/2 G1/2LH |
4 |
Резьба трапецеидальная однозаходная |
Индекс «Tr», наружный диаметр в мм, шаг в мм Для левых резьб в конце индекс «LH» |
Tr406 Tr406LH |
5 |
Резьба трапецеидальная многозаходная |
Индекс «Tr», наружный диаметр в мм, ход в мм, в скобках «р» и шаг в мм Для левых резьб в конце индекс «LH» |
Tr4012(р6) Tr4012(р6)LH |
6 |
Резьба упорная однозаходная |
Индекс «S», наружный диаметр и шаг в мм Для левых резьб в конце индекс «LH» |
S8010 S8010LH |
7 |
Резьба упорная многозаходная |
Индекс «S», наружный диаметр и ход в мм, в скобках «р» и шаг в мм Для левых резьб в конце индекс «LH» |
S8020(р10) S8020(р10)LH |