23. Дисковые фрезы для обработки фасонных поверхностей деталей. Методы профилирования дисковых фрез.
Дисковые фрезы c затылованными зубьями рассчитывают аналитическим и графи¬ческим методами. Первый наиболее точный и поэтому основной, a второй более на¬глядный (проверочный). Аналитический расчет конструктивных параметров производится в следующей по¬следовательности. Диаметр посадочного отверстия определяется из условия обеспечения достаточной прочности и жесткости фрезы по формуле: D0= 5,28h0,48b0,15 где h и b - соответственно максимальные глубина и ширина профиля обрабатывае¬мой детали. Полученные результаты округляют в большую сторону до ближайшего значения из нормального ряда диаметров. Приближенное значение наружного диаметра из формулы: dа=2.5d0Высота профиля зуба фрезы hi=h+(1.....3) мм.Число зубьев фрезы z: z=π* dа /(А*h1), где A- коэффициент, равный 1.8...2.5 для черновых фрез, 1.3....1.8 – для чистовых.
Полученный результат округляют до целого числа. Число зубьев целесообразно выбирать четным. Значение переднего угла γ выбирают положительным в зависимости от обрабатываемого материала детали, что способствует улучшению процесса резания. При этом для чистового фрезерования необходим коррекционный расчет размеров профиля фре¬зы. Обычные фасонные фрезы делают c γ =0. Значение заднего угла выбирают в пре¬делах 8...150,в точке при вершине профиля фрезы задний угол αв обычно берут равным 10...150 - для сталей и чугунов; 200 – для цветных сплавов. Задние углы αN в сечениях, нормальных к боковым сторонам профиля фрезы, опре¬деляют для любой точки IР профиля фрезы по формуле: tg* αN=(R/Ri)*tg αв где t – угол между касательной к профилю фрезы в рассматриваемой точке IР и плоскостью, перпендикулярной к ее оси;
Ri –радиус рассматриваемой точки; R-нapyжный радиус фрезы.Величина затылования k=(π*da/z)*tg αв Значение k округляют до ближайшего из ряда 1,5; 2; 2,5 и Т.Д. через 0,5мм. Цен¬тральный угол канавки, необходимый для выхода затылывочного инструмента:
ψ1=360° /6•z, если h1<15мм ; ψ2=360° /4•z, если h1>15мм
Радиус закругления дна впадины междузубьями фрезы
r=(da/2 - h1-k)sin ψ/2 Высота зуба фрезы H=h1+k+r. Толщина фрезы m=(0,3/0,5)d0; здесь меньший коэф¬фициент принимается для большего диаметра. Уточненный наружный диаметр фрезы: dа=dо+2m+2Н
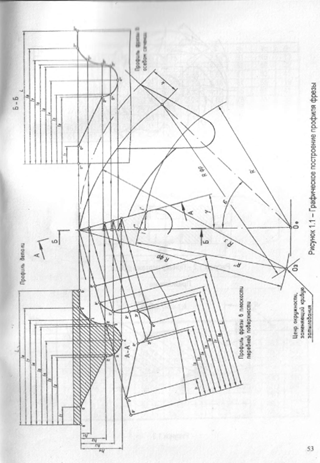
Фасонные фрезы изготовляют с dа =40...120 мм через каждые 5мм и dа=120...230 мм через 10-15мм. Ширина фрезы B=b+(0,5/1)мм. Угол впадины A выбирают равным 18, 22, 25 или 300. Окончательные значения конструктивных параметров провeряют прочерчиванием фрезы. Если передний угол γ = 0, то профиль зубьев в плоскости передней поверхности совпадает c профилем осевого сечения исходной инcтрументальной поверхности фре¬зы. При γ≠0 высотные размеры профиля фрезы необходимо корректировать, размеры профиля вдоль оси не изменяются. При этом высотные размеры hin профиля зуба в плоскости передней поверхности, необходимые для контроля: Высотные размеры hp профиля зуба в осевом сечении фрезы, нyжные для ее изготовления:

После
расчета конструкции фрезы рассчитывают
скорость и мощность резания, динамические
характеристики шпиндельного узла
виброустойчивость шпиндельного узла
с оправкой.