

26.Метчики
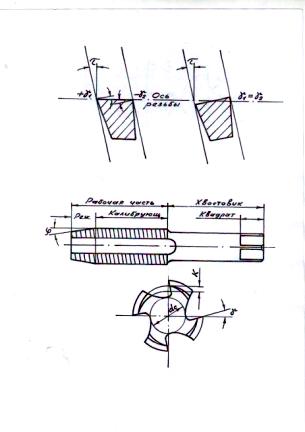
Метчики применяются для нарезания внутренних резьб, представляют собой винт, на котором образованы режущие кромки с помощью продольных прямых или винтовых канавок.
Длина направляющей части:
;
Площадь:
 ;
;
Ширина
вершины профиля:
 ;
;
Основание
профиля:
;
Распределение нагрузки между метчиками:
черновой:
 ;
;
чистовой:
 ;
;
Метчиками нарезают резьбу со степенями точности 4H5H,5H6H,6H,7H
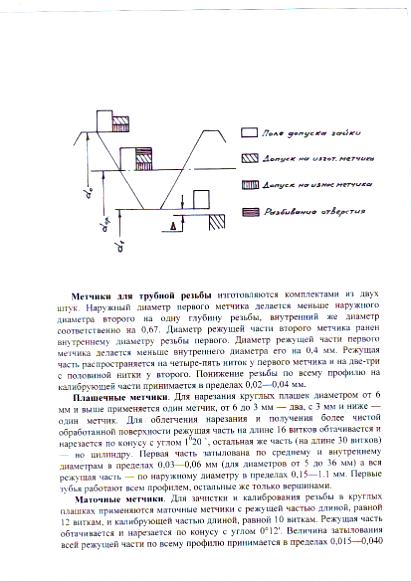
Поле допуска метчика строится с учетом особенностей его работы: помимо допуска на изготовление по всем трем диаметрам следует учесть допуск на износ по среднему и наружному диаметрам и величину разбивания по среднему диаметру, появляющуюся в результате неизбежных неточностей при изготовлении метчика.
Плашечные метчики служат для предварительного нарезания резьбы в круглых плашках до сверления стружечных отверстий.
Маточные метчики служат для калибрования резьбы после сверления Машинные и машинно-ручные исп-ся на сверл-ых,токарных,агрегатных станках для нарезания метрической резьбы М2…М24 в заг-ах из стали прочностью до 800МПа.Матер-л реж-ей части-Р6М5.Маш-ручные вып-ся комплектами из 2-х или 3-х номеров и могут исп-ся при нарезании резьбы вречную.
Бесканавочные имеют короткие канавки переменной глубины.Они по сравнению с обычнымииз-за большого поперечного сечения более прочные.
Гаечные служат для нарезания сквозных резьб без свинчивания гаек путём их нанизывания на хвостовую часть.Сборные применяются сцелью экономии инструментальных материалов при нарезании резьб больших диаметров,чтобы компенсировать износ.”-”необх-ть вывинчивания метчика из отв-я.Вывинчив-е исключ-ся за счёт утопления гребёнок в конце нарезания резьбы
Бесстружечные метчики.Выдавливание внутренних резьб представляет значительно большие трудности по сравнению с накатыванием наружных резьб. В связи с необходимостью применения значительных крутящих моментов выдавливание внутренних резьб ограничено областью материалов, обладающих повышенной пластичностью.
27.Плашки круглые,конструктивные элементы и геометрические параметры.Размеры профиля резьбы,достоинства,недостатки,область применения.
Плашки предназначаются для нарезания или калибрования наружной резьбы на винтах и делалях.Круглая плашка обычно исп. Для таких резьб,к которым не предъявляются особых требований в отношении точности размеров и качества поверхности. Выпускаются плашки,которые после соотв-го использования и потери размеров из-за износа могут быть обращены в разрезные путём удаления перемычки.
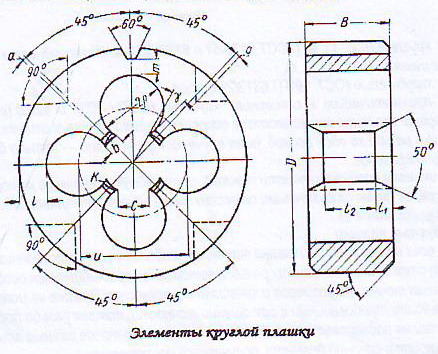
Квадратные и шестигранные плашки отличаются от круглых только внешней формой,соответствующей форме патрона.Основные конструктивные элементы плашки:наружный диаметр D,толщина б,число стружечных отверстий n,режущая и калибрующая части,ширина перьев,диаметр и положение стружечных отверстий,углы резания,отверстия для крепления и регулирования плашки.Плашки в основном нарезают резьбы 2-36 мм.Кругл. плашки работают с большей толщиной среза,чем метчики.Плашки изгот. С прямолинейной и криволинейной передней поверхностью.Число доп. Отверстий зависит от размеров плашки.Износ происходит по задн. Пов-ти.Передний угол выбирается в зав-ти от обрабат. Материала(ТВ.10-15,мягк. 20-25,нормализованных 15-20).При малом заднем угле возникает сильное трение витков плашки о нарезаемый мат-л,резьба получается шероховатой или испорченной.С повышением вязкости угол увелич.Для нормализованных плашек задн. угол 6-9град.Толщина плашки выбирается из условия размещения достаточного кол-ва витков на реж. И калибрующей частях.Для лучшего использования плашка снабжается реж. Частью с двух сторон,что обеспечивает нарезание резьбы с 2-х сторон.С увелич. Диаметра отверстия улучшаются условия отвода стружки и уменьш вероятность поломки плашки.Проблема плашки-с увеличением размера пл-ки увелич-ся толщина резьбы.