

22. Фрезы с затылованными зубьями. Выбор кривой для зат-ния.
Фрезы c затылованными зубьями имеют форму задней поверхности лезвия, обеспечивающую постоянство профиля режущей кромки при повторных заточках по передней поверхности. Они получили широкое распространение в промышленности,их применяют в основном для обработки деталей фасонного профиля. Некоторые типы фрез c затылованными зубьями стандартизованы: фрезы полукруглые c выпуклым и вогнутым профилем, фрезы пазовые, фрезы дисковые зуборезные, фрезы червячные зуборезные и для обработки шлицевых валов, резьбовые гребенчатые и др.
Фасонные фрезы c затылованными зубьями получили большое распространение из-за Следующих положительных качеств:
-неизменность профиля обрабатываемой детали в течение всегопериода эксплуатации фрезы;
-увеличение стружечных канавок по мере переточки фрезы;
-простота в эксплуатации, связанная c простотой заточки по передней грани, которая осуществляется торцом или конической поверхностью заточного круга без специальных приспособлений.
При конструировании затылованны х фрез необходимо учитывать их недостатки по сравнению c острозаточенными:
- малое число зубьев;- ниже частота обработки;- ниже стойкость;- меньше производительность.
Фрезы затылованные делят на две группы: со шлифованным и нешлифованным профилем.
B качестве кривых для затылования могут быть использованы архимедова спираль, логарифмическая спираль, прямая, окружность и др., однако обычно используется спираль Архимеда. Объясняется это простотой изготовления и универсальностью кулачка - копира, управляющего вoзвpaтнопоступaтельным движением затылующего инструмента.
По мере равномерного вращения заготовки фрезы затыловочный резец перемещается к её центру, осуществляя съема металла c задней поверхности зуба. Величина, характеризующая путь резца к центру заготовки, называется величиной затылования и определяется значением заднего угла.
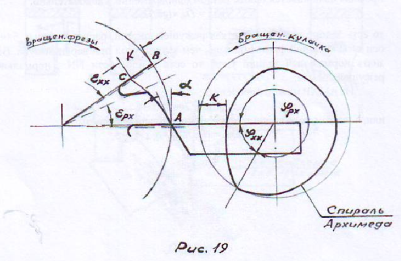
Цикл движения резца (Рис. 19) при заты ловании одного зуба состоит из рабочего хода, ему соответствует угол ξpx, когда происходит обработка задней поверхности зуба, и холостого c углом ξxx, необходимого для возврата резца в исходное положение. Этим углам должны соответствовать углы φрx и φхх на кулачке. Наиболее распространенным является угол φхх = 90° (может быть 60° и 45°).
Величину
затылования можно определить из
треугольника АВС, в котором: катет АВ =
π D/Z,
катет ВС=К, K = (π·D/Z)
tgα,
D/Z,
катет ВС=К, K = (π·D/Z)
tgα,
где: D - диаметр затылуемой фрезы; Z - число зубьев фрезы.
Задние углы в разных точках режущей кромки фасонной затылованной фрезы обычно неодинаковы. Величина их зависит от расстояния данной точки до осы фрезы и от угла поворота участка режущей кромки, на которой находится рассматриваемая точка, относительно оси фрезы (рнс.20). На участке режущей кромки АВ задний угол определяется: tgα= k z/π Dф, на участке СД: tgαС = k z/π DС.
Величина затылования одинакова, потому что затылование всего
профиля выполняется одним резномодновременно, следовательно:
tgαС = Dф tgα /DС.
то есть задние углы на участках режущей кромки, расположенных ближе к оси затыдованной фрезы, больше, чем задний угол при вершине зуба. Важно знать нормальный задний угол, то есть в плоскости NN , нормальной к режущей кромке.
Из ΔМХР можно определить: tgαNX = tgαр соsφ
или, c учетом положения точки X относительно оси фрезы:
tgαNX =(Dф/Dк) tgα соsφ