

4.2 Резцы со сменными пластинами
- резцы проходные с квадратной пластиной с φ = 45° для патронной обработки деталей типа фланцев, обеспечивают наружное обтачивание, проточку торцов, проточку выточек, снятие фасок;
- резцы контурные с ромбическими пластинами с φ = 95°, позволяют обтачивать детали по цилиндру, протачивать обратный конус с углом спада до 30°, обрабатывать радиусные и переходные поверхности и протачивать торцы движением от центра детали к наружному диаметру;
- резцы контурные с квадратными или трехгранными пластинами с φ = 60 и 75°, позволяют обрабатывать полусферические поверхности и конусы с углом спада до 57°
- резцы резьбовые со специальными пластинами, закрепляемыми с помощью прихвата сверху, позволяют нарезать резьбы с шагом 1,5-6 мм. Угол профиля резьбы обеспечивается заточкой пластин;
- расточные резцы с ромбическими пластинами с φ = 95° для растачивания сквозных отверстий и проточки выточек;
- резцы расточные с φ = 93°, позволяют растачивать отверстия диаметром от 25 мм;
- резцы для протачивания наружных канавок с протачиваемыми пластинами, которые закрепляются с помощью прихватов. Разработаны резцы для протачивания внутренних прямых и наружных угловых канавок. Аналогичные конструкции могут быть применены для обработки канавок под стопорные кольца; радиусные канавки и т.п.;
- резцы контурные с пластиной трехгранной правильной формы с φ = 95°, позволяют протачивать цилиндрические, конические и фасонные поверхности;
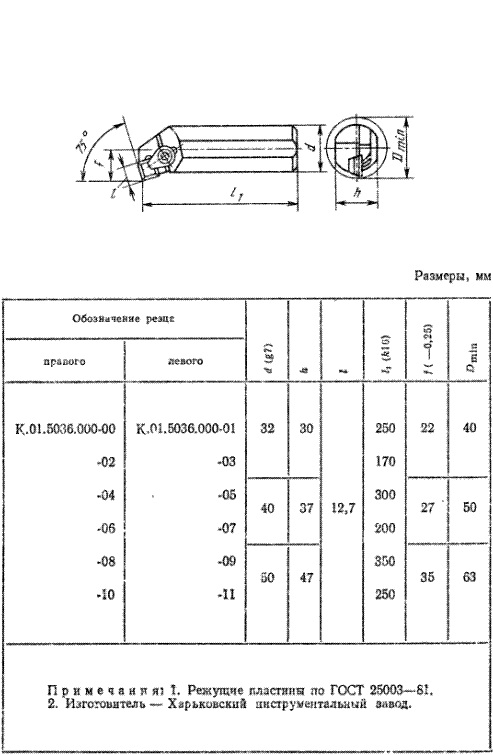
Рис. 15.Резец расточной с ϕ = 75о, с креплением режущих пластин из керамики.
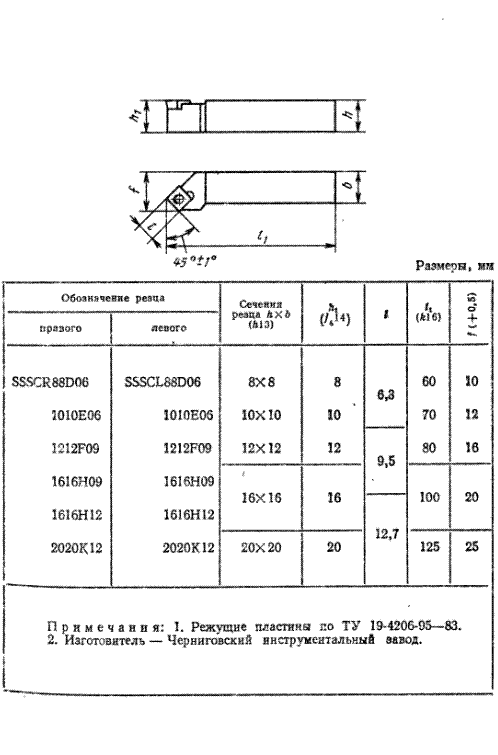
Рис. 16.Резец проходной с ϕ = 45о, с квадратной пластиной из твердого сплава.
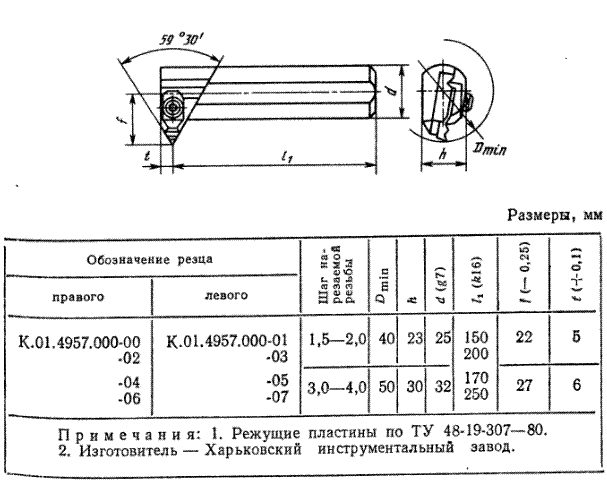
Рис. 17.Резец резьбовой с ромбической пластиной из твердого сплава для нарезания внутренней метрической резьбы.
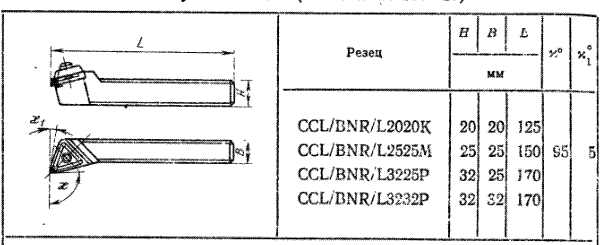
Рис. 18.Резецы токарные сборные проходные с механическим креплением пластин ромбической формы.
4.3 Режимы резания при чистовой обработке
Глубина резания при чистовом обтачивании должна быть небольшой и чаще всего равна величине припуска. Для обеспечения шероховатости в пределах пятого класса (V5) глубина резания может достигать 2 мм, обеспечение же шестого (V6). а тем более седьмого (V7) классов шероховатости достигается лишь при малых глубинах резания, не более 0,3 — 0,4 мм, а в особо ответственных случаях —0,1 мм.
Подачи выбираются в зависимости от требуемой шероховатости обрабатываемой поверхности, вспомогательного угла в плане резца, скорости резания и некоторых других факторов.
4.4 Охлаждение при чистовой обработке
Хорошо охлаждаемый чистовой резец мало нагревается, не теряет твердости и поэтому сравнительно медленно изнашивается. Благодаря этому повышается точность размеров обрабатываемых деталей.
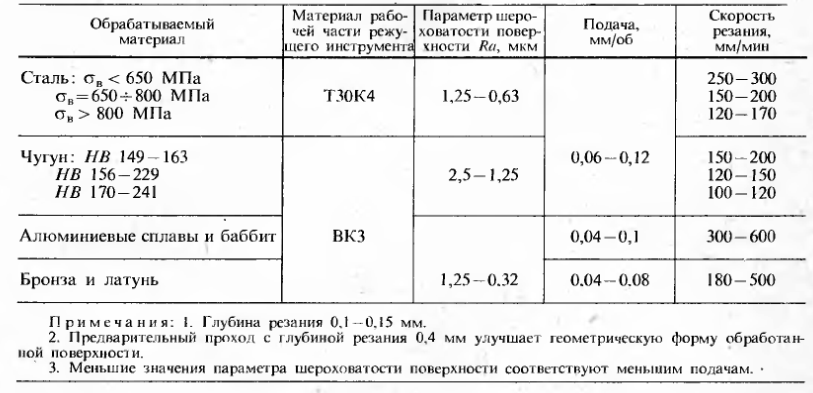
Таблица 8.
Режимы резания при тонком точении и растачивании.
Применение смазочно-охлаждающей жидкости, содержащей маслянистые вещества, например эмульсии, облегчает отделение стружки, вследствие чего обрабатываемая поверхность получается чистой. Охлаждение уменьшает нагревание детали, а, следовательно, и изменение ее размеров. Это дает возможность измерять деталь с достаточной точностью, не ожидая, пока она охладится. Кроме того, уменьшение нагревания детали понижает опасность ее коробления.