

2. Схемы обработки верхнего среза юбки различными способами.
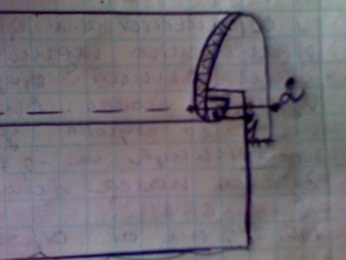
1 – притачивания внешней части пояса
2 – настрачивание внутренней части пояса
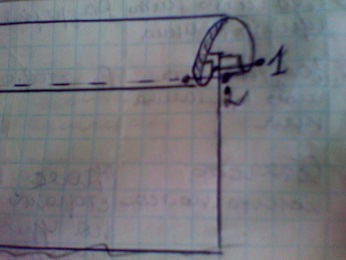
1 – притачивание пояса
2 – настрачивание пояса

Алгоритм одного из них. ТПО верхнего среза юбки притачным поясом: 1.Продублировать пояс: с изнаночной стороны внутренней части пояса так, что бы прокладка переходила за линию середины на 1 см. 2. Заутюжить пояс вдоль пополам: изнанкой внутрь. 3. Приметать пояс к изнаночной стороне юбки: совмещая надсечки по боковым швам и вытачкам, одновременно прикрепляют вешалки. Конец пояса со стороны переднего полотнища выпускают на 0,7 см. со стороны заднего на 4-5 см. 4. Притачать пояс к изнаночной стороне юбки: со стороны пояса ш. ш. 0,7-1 см. 5. Удалить нитки примётывания: разрезая строчку через 5 см. 6. Заутюжить шов притачивания: в сторону пояса. 7. Обтачать концы пояса: концы пояса складывают лицевой стороной внутрь и обтачивают ш. ш. 0.7 см. 8. Подрезать углы: до 0.2 см. от строчек. 9. Вывернуть пояс на лицевую сторону: выправляя углы и швы обтачивания. 10. Выметать углы пояса: образуя кант со стороны внешней части пояса ш. 0.1 см. 11. Наметать подогнутый срез внешней части пояса на шов притачивания: открытый срез подгибают на 0.7 см. и намётывают, закрывая шов притачивания пояса. 12. Настрочить пояс: на расстоянии 0.1-0.2 см. от края. 13. Удалить нитки намётывания: разрезая строчку через 5 см. 14. Приутюжить пояс: с лицевой стороны через влажный проутюжильник.
ТПО верхнего среза юбки обтачкой. 1. Выкраивание обтачки выкроить обтачку по форме юбки в области верхнего среза и длинной 3.5-4 см. Обтачка может состоять из нескольких частей, которые необходимо соединить стачным швом вразутюжку шириной 0.5-0.7 см. 2. Дублирование обтачки. Нить основы на подкладке проходит вдоль детали. Продублировать обтачку подкладкой. 3. Обмётывание внутреннего среза обтачки. Обметать внутренний срез по стороне лицевой стороны. 4. Притачивание боковых сторон обтачки к припуску на обработку застёжки. Притачать боковые стороны обтачек к припускам на обработку застёжки ш. ш. 0.5-0.7 см. 5. Разутюживание шва притачивания. 6. Притачивание обтачки к верхнему срезу юбки. Притачать обтачку к верхнему срезу юбки ш. ш. 0.7-1.0 см., складывая их лицевой стороной вовнутрь. 7. Выворачивание обтачки на изнаночную сторону, вымётывание канта. Вывернуть шов обтачивания на изнаночную сторону, выправить, выметать с образованием канта из юбки 0.1-0.2 см. 8. Настрачивание обтачки (или прокладывание отделочной строчки по верхнему срезу юбки). Настрочить шов притачивания обтачки на обтачку или закрепить отделочной строчкой ш. ш. по модели. 9. Приутюжить с лицевой и изнаночной сторон чере влажный проутюжильник.
3. Функции подготовительного цеха. Приёмка материалов, их сортировка по качеству, назначению, ширине и длинне. . Все ткани поступают на швейные фабрики запакованными с сопроводительными документами (накладная, сертификация). Ткани распаковывают и проверяют качество и количество. Качество проверяют на промерочно-разбраковочных машинах, дефекты обмеливают и обозначают на кромке цветным знаком. На разбраковочной машинке могут быть устройства для измерения ширины и длинны куска. Ширину измеряют каждые 3 метра. Для шерстяных тканей ширина – наиболее встречаемая. Длину и ширину измеряют на проверочных столах. Все данные записывают в паспорт куска в 2-х экземплярах, один закрепляют к куску - второй отдают расчётчикам. Разбракованные материалы хранятся на стеллажах соблюдая условия: t=16-21 С, относительная влажность не более 65%, так что бы на ткань не попадали прямые солнечные лучи, на расстоянии 0,5 метра от стен и отопительных приборов, применяя препараты для защиты от моли и грызунов, а так же пыли. Расчётчики с помощью ЭВМ рассчитывают оптимальный вариант настилания(так что бы не было не рациональных отрезков). По результатам расчёта заполняется карта расчёта материалов.
Билет № 18.
1. ТУ на изготовление лекал. Различают лекала: эталоны и рабочие лекала, которые разрабатывают по чертежам конструкций на каждую модель. Лекалы эталоны и рабочие лекала, предназначены для раскроя по ним деталей и проверки их качества, называют основными, а для разметки карманов, петель, вытачек и т. д. – вспомогательными. 1. Рабочие лекала, предназначены для обводки контура, должны быть выполнены из прочных малоусадочных материалов, т. к. их используют многократно. 2. Вспомогательные лекала предназначены для вырезания по ним деталей ленточной раскройной машиной. Изготавливаются из картона с укрепление краёв материалами, предохраняющими детали от «зарезания». 3. На каждом лекале, входящем в комплект основных и вспомогательных лекал, указывают № модели, длину, размер, обхват груди и обхват талии (или бёдер), наименование материала (основной, подкладочный и т. д.) и наименование детали. На одном из лекал, входящим в комплект, из основной ткани, подкладки и приклада указывают перечень всех лекал. 4. На каждое лекало наносят линии направления нитей основы и допускаемые отклонения от него. На которых деталях не допускаются отклонения от нитей основы, т. к. даже незначительное отклонение в них может повлиять на растяжимость срезов этих деталей при стачивании и ВТО и снижать качество готовой продукции. 5. Рабочие лекала изготавливают с припусками на швы и уработку. Это необходимо для обеспечения точности и удобства работ, как при выполнении раскладок лекал, так и при пошиве изделия. 6. Лекала-эталоны хранят в эксперементальном цехе при умеренной tи влажности, уберегая их от усадки.
2. Функции экспериментального цеха. В экспериментальном цехе на утверждённое изделие изготавливают все необходимые лекала, выполняют техническое размножение лекал, изготавливают образец эталона, составляю последовательность обработки изделия, рассчитывают необходимое оборудование, выполняют экспериментальные раскладки. В настоящее время с помощью специальных программ размножения лекал, выполнения раскладок выполняется на ЭВМ. Распечатка более экономичных раскладок на плотерах.
3. 2 формулы такта потока. Такт потока средняя расчётная затрата времени в течении которой один исполнитель выполняет свою операцию в потоке. , где ℑ (тао) такт потока, с. R(Т см.) продолжительность рабочей смены, с. М мощность потока (кол-во изделий выпускаемых в смену), изд. Т изд. трудоёмкость изделия (затраты времени на изготовления изделия), с. N кол-во рабочих в потоке, чел.
Билет №19.
1.
Способы измерения площади лекал.
Установление
нормы расхода материала на изделие
имеет важное значение. Основным фактором
определяющим расход ткани является
площадь лекал. Существует несколько
способов определения площади лекал:
1сп. Наложение геометрических фигур.
Каждое лекало разбивают на ряд
геометрических фигур, измеряют их
площади по формулам и суммирую полученные
величины. Погрешность 2 – 3 %. 2сп. Повторных
раскладок. Сначала все лекала
раскладываются на бумаге, получают
некую площадь
 ,
затем вырезают детали и из оставшихся
отходов выполняют вторую раскладку
,
затем вырезают детали и из оставшихся
отходов выполняют вторую раскладку
 ,
затем из 2-ой раскладки выкраивают
отходы и из них делают 3-ю раскладку
,
затем из 2-ой раскладки выкраивают
отходы и из них делают 3-ю раскладку
 .
Имея площадь 3-х раскладок по формуле
вычисляют площадь лекал. 3сп. Измерение
площади при помощи фотоэлекртонной
машины ИЛ-1. Детали изготовленные из
бумаги ил картона располагают на
стеклянной крышке стола, который
двигается, под столом находится
фотоизмеритель. Во время прохождения
лекала цепь замыкается и площядь
подсчитывается количеством импульсов
тока которые фиксируются счётчиком.
Погрешность 1% - это наиболее эффективный
способ измерения. 4сп.Взвешивание
комплекта лекал исходя из пропорционального
соотношения площади лекал и массы
материала из которого они изготовлены.
5сп. Способ с помощью палетки (миллиметровой
бумаги).
.
Имея площадь 3-х раскладок по формуле
вычисляют площадь лекал. 3сп. Измерение
площади при помощи фотоэлекртонной
машины ИЛ-1. Детали изготовленные из
бумаги ил картона располагают на
стеклянной крышке стола, который
двигается, под столом находится
фотоизмеритель. Во время прохождения
лекала цепь замыкается и площядь
подсчитывается количеством импульсов
тока которые фиксируются счётчиком.
Погрешность 1% - это наиболее эффективный
способ измерения. 4сп.Взвешивание
комплекта лекал исходя из пропорционального
соотношения площади лекал и массы
материала из которого они изготовлены.
5сп. Способ с помощью палетки (миллиметровой
бумаги).
2. Характеристика потоков. 1. По мощности: мощность потоков выражается либо через выпуск изделий в единицу времени, либо через кол-во мест, установленных на потоке, либо через кол-во рабочих. Бывают: мало, средней и большой мощности. 2. По структуре: несекционные и секционные. Потоки малой мощности могут представлять собой единый неразрывный поток без выделения участков или секций. В потоках средней и большой мощности выделяют специализированные участки или секции: заготовительную, монтажную и отделочную. В заготовительной – операции по заготовке отдельных узлов и деталей, монтажной – более стабильные операции по сборке изделия. Отделочная включает чистку, ВТО, обмётывание петель и пришивание пуговиц. 3. По кол-ву одновременно изготавливаемых моделей: узкоспециализированные – 1 вид изделий или одна модель на протяжении длительного времени (изготовление изделий большими сериями); многофасонные – одновременно изготавливают несколько моделей одного вида и многоассортиментные – несколько видов изделий. 4. Хар-ру питания: центральным – с единого центра полным комплектом всех изделий и децентральным - отдельные узлы и детали даются только на те рабочие места, где их обрабатывают запуском. Центральный: поштучный и пачковый, децентральный только пачковый.Поштучный запуск применяется в конвеерных потоках со строгим ритмом или в отделочнлй секции. В заготовительных обычно пачковый. 5. По преемственности смен: съмные и несъёмны. В съёмных каждая смена специализируется по отдельному виду изделия или опредёлённой модели. По окончании смены все изделия, находившиеся на различных стадиях обработки, снимают с потока и укладывают на хранение до следующего рабочего дня. Несъёмные отличаются большей непрерывностью, т. к. обработку изделий, запущенных в поток в одной смене, продолжают рабочие другой смены. 6. По сп. Перемещения полуфабриката: прямоточные – когда полуфабрикат последовательно перемещается от первого рабочего места до последнего, и круговые, когда полуфабрикат проходит несколько раз на одних и тех же рабочих местах в различных стадиях обработки. По сп. Перемещения: конвеерные, неконвеерные. В неконвеерных – полуфабрикат перемещяют от первого рабочего места к другому с использованием бесприводных транспортных средств по специальным плоскостям или с помощью тележек. В зависимости от характера и сп. перемещения полуфабриката неконвеерные делятся на агрегатные и агрегатно-груповые. В агрегатных рабочие места групируются по одну и более сторон междустолья, потоки могут быть с прямоточным и зигзагообразным перемещением полуфабриката. При груповом расположении рабочих мест в агрегатно-групповых потоках полуфабрикаты внутри групп перемещяются по междустольям с помощью гравитационных средств. По способу запуска. В однофасонных потоках используется единый последовательный запуск. В многофасонных и многоассортиментных потоках может осущ. Цикличный, последовательно-ассортиментный и комбинированный запуск. Комбинированный запуск. При цикличном запуске изделия на поток запускается по циклам. Типы потоков. Тип потока – это комплексная хар-ка, операция полуфабрикатов, используемыми транспортными средствами, сп. запуска и т. д. Агрегатные, с прямоточным и зигзагообразным перемещением полуфобрикатов со штучным или пачковым запуском, со свободным ритмом, обычно малой мощьности при изготовлении малотрудоёмких, стабильных изделий с последовательным или последовательно=ассортиментным запуском моделей. Это самая простая, малоэффективная форма организации технологических потоков. Конвеерные с использованием конвееров различных конструкций, с поштучным цикличным или последовательно-ассортиментным запуском моделей, строгим рмтмом, прямоточным перемещением полуфабриката и т. д. Используется при средней, реже большой мощности на монтажных и отделочных секциях при изготовлении трудоёмких и крупногаборитных изделий стабильного ассортимента. Агрегатно-групповые с выделением специализированных групп по обработке отдельных узлов одежды, групповым размещением рабочих мест по обработке отдельных узлов одежды, групповым размещение рабочих мест и узкой их специализацией, пачковым последовательным, последовательно-ассортиментным или цикличным запуском моделей, со свободным ритмом и перемещением полуфабриката внутри групп по междустольям, ската, напольным тележкам, винтовым конвеерам и т. д. применяются при изготовлении стабильных малогабаритных изделий, при большой и средней мощности потока, а так же в заготовительных секциях потоков по изгот. Верхней одежды. Круговые с использованием конвееров, обнеспечивающих перемещение полуфабриката в коробках по несколько единиц по замкнутому кругу, рпи двух- или трёхкратном подходе одного и того же изделия к узкоспециализированным рабочим местам, со свободным ритмом. Применяются при изготовлении мало- и среднегаборитных изделий. Эти потоки иногда называют потоками малых серий. Иногда они могут быть использованы в заготовительных секциях потоков по изгот. Верхней одежды.
3.
Формулы коэффициента загрузки и
коэффициента механизации. =
= /(Z
/(Z ),
),
 уточнённая
трудоёмкость, Z
– такт потока,
– фактическое кол-во рабочих.
=
уточнённая
трудоёмкость, Z
– такт потока,
– фактическое кол-во рабочих.
=
Билет №20.
1. Перечислить мелкие детали, ТПО клапана, схемы шлёвок. Хлястики, паты, шлёвки, пояса, погоны, листочки, клапаны. 1. Продублировать верхнюю часть клапана: с изнаночной стороны, не доходя до срезов на 0,6 см. 2. Сметать клапан с подклапаном: детали складывают лицевыми сторонами вовнутрь и смётывают на расстоянии 0,3 – 0,4 см. от срезов, припосаживая в углах и закруглениях. 3. Обтачать клапан: с помощью направляющей линейки со стороны подклапана ш.ш. 0,5 см. от срезов. 4. Удалить нитки смётывания. 5. Подрезать шов обтачивания: до 0,3 см., а на уголках до 0,1 – 0,2 см. 6. Вывернуть клапан на лицевую сторону: края и углы выправляют. 7. Выметать кант: со стороны подклапана на расстоянии 0,5 см., выправляют кант из детали верха 0,1 см. 8. Приутюжить клапан: с лицевой стороны через влажный проутюжильник. 9. Проложить отделочную строчку: ш.ш. по модели. 10. Удалить нитки вымётывания. 11. Приутюжить клапан: с помощью утюга или пресса. 12. Намелить линию притачивания клапана: со стороны подклапана






2. Способы перенесения контуров лекал на материал. 1сп.Лекала обмеляю на верхнем полотне острозаточенным мелом по образцу раскладки, которую выполняют в эксперементальном цехе, фоторграфируют в масштабе. Сп. Трудоёмкий, но доступный. 2сп. С помощью трафаретов. Трафареты укладывают на верхне полотно настила и присыпают мелом или тальком, который проходя через отверстия на трафарете обрисовывает детали кроя. Сп. Не трудоёмкий, но при частой сменяемости моделей требует больших затрат. 3сп. С помощью специальных программ на ЭВМ. Раскладку выполняет и выбирает более экономичную компьютер и распечатывает её на плотере. Сп. Не трудоёмкий, но требует затрат т. к. недоступный для всех предприятий и требует подготовки специалистов.