

2.Застосування лазерів у промисловості і техніці
2.1.Загальні відомості про застосування лазерів у промисловості та техніці
До числа найбільш фундаментальних досягнень XX століття, безсумнівно, належить створення оптичних квантових генераторів.
Лазери - прилади, що перетворюють один з видів енергії (електричну, світлову, теплову, хімічну) в монохроматичне, когерентне випромінювання електромагнітних хвиль. Само слово «лазер» складено з перших букв англійського словосполучення, що означає «посилення світла в результаті вимушеного випромінювання».
Перші розрахунки, що стосуються можливості створення лазерів, ставилися головним чином до газових лазерам, так як схема енергетичних рівнів і умова збудження в цьому випадку більш зрозумілі, ніж для речовин у твердому стані.
На можливість посилення світла за рахунок вимушеного випускання вперше вказав в 1939 році радянський фізик В.А. Фабрекант, а в 1955 році одночасно і незалежно Н.Г. Басовим і А.М. Прохоровим в СРСР і Ч. Таунсом в США був запропонований принцип створення першого в світі генератора квантів електромагнітного випромінювання. Через кілька років в 1960 році американським фізиком Мейером був створений перший лазер - оптичний квантовий генератор незначною потужності на рубіні. Потім були створені гелій-неоновий лазер, що працює в інфрачервоній області, лазер, що працює на іонах ртуті, аргоновий лазер і ін[8]
Випромінювачем в лазері можуть бути тверді тіла, рідини, газові суміші, а так же напівпровідникові монокристали. Відповідно, лазери класифікують на твердотільні, газові, рідинні і напівпровідникові.
Твердотільні лазери можуть працювати як в імпульсному (потужністю до 5,104 кВт), так і безперервному (потужністю до 1 кВт) режимі. Найбільш широко використовуються імпульсні лазери (активний елемент рубін, скло з неодимом) можуть випарувати будь метали і навіть алмази.
У газових лазерів найширший спектральний діапазон випромінювання і найбільша потужність у безперервному режимі. Основна їх область застосування це, голографія, метрологія і кольорове телебачення.
Рідинні лазери за своїми характеристиками найближче до твердотілим імпульсним лазерам, але перевершують їх за енергією в імпульсі. Такі лазери знаходять широке застосування в медицині, хімії та ряді наукових досліджень (наприклад, спектроскопії).
Напівпровідникові лазери самі мініатюрні прилади: їх розміри до часток міліметра. Ці лазери володіють малою вагою і для свого харчування вимагають незначних кількостей енергії. Вони є найбільш ефективними випромінювачами, в таких системах як висотоміри, далекоміри, переговорні пристрої.
У лазері активний елемент збуджується і генерує світло під дією енергії системи накачування, в якості якої застосовують: імпульсні лампи, газові розряди, електричний струм, хімічні реакції. В залежності від енергетичних параметрів системи накачування лазер працює в імпульсному або в безперервному режимах. [10]
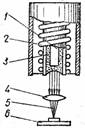 Малюнок.
2.1. Схема лазерної установки
Малюнок.
2.1. Схема лазерної установки
для виходу назовні світлового променя, частково прозорий. При спалаху ксеноновим лампи, що живиться розрядним струмом конденсаторів, атоми хрому рубіново го стержня переходять з нормального в збуджений стан.
Однак через кілька мілісекунд вони знову повертаються у вихідний стан, безладно вивчаючи фотони червоного світла. Потік їх далеко осі стрижня викликає випромінювання нових фотонів, які поперемінно відбиваються від дзеркальних торцевих граней, збільшуючи цим інтенсивність загального випромінювання. При накопиченні певного рівня фотонів, вони у вигляді потоку червоного світла прориваються через напівпрозорий торець стрижня назовні. Пройшовши через оптичну систему фокусування 4, 5 лазерний пучок потрапляє на виріб 6. Тривалість імпульсу випромінювання лазерного променя дорівнює тисячним і мільйонним часткам секунди. [6]
Лазерний промінь - це електромагнітні хвилі тільки однієї довжини, і тому такий промінь фокусується в обсязі, що прагне до точки. Ось чому щільність потужності лазерного випромінювання може досягати колосальних значень - мільярдів кіловат на квадратний сантиметр (мал. 2.2). Такої концентрації енергії достатньо, щоб за час порядку 10-9 с. викликати випаровування будь-якої речовини.
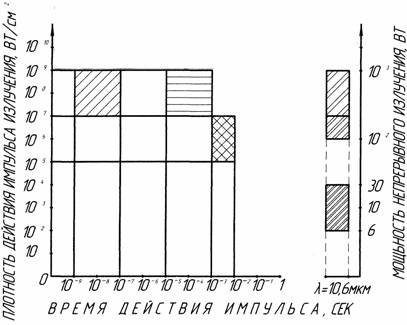
Малюнок. 2.2 Параметри лазерів для різних технологічних операцій
Велика кількість різних типів лазерів визначає широту сфери їх застосування. Важко навіть перелічити всі області, де лазери не тільки з успіхом можуть замінити старі технічні засоби, але і створити принципово нові можливості.
Практичне застосування лазери отримали в основному в двох напрямках: перший напрямок пов'язують з застосуваннями, в яких лазерне випромінювання, високої потужності використовується для цілеспрямованого впливу на речовину. Сюди відносять лазерну обробку матеріалів (наприклад, зварювання, термообробку, різання, пробивання отворів), лазерне розділення ізотопів, застосування лазерів в медицині і т. д; другий напрямок пов'язують з так званими інформативними застосуваннями лазерів - для передачі та обробки інформації, для здійснення контролю і вимірів .. [5]
Самим першим випробуванням, в якому лазери в повному мірою проявили свої видатні здібності, була технологія обробки металів. На рис. 2 представлені характеристики лазерів, що визначають різні види їх технологічного застосування: 1 - розмірна обробка деталей і вузлів приладів мікроелектроніки, 2 - прошивання отворів, 3 - зварювання. Стовпчики 4, 5 і 6 характеризують потужність лазерів безперервного випромінювання з довжиною хвилі 10,6 мікрометра, необхідну для операцій різання скла (6), кераміки (5), металу (4).
Поверхневе зміцнення. Сутність процесу полягає в локальному нагріві ділянки поверхні деталі до сверхкритических температур лазерним випромінюванням. Після припинення дії випромінювання цю ділянку охолоджується в результаті тепловідведення енергії у внутрішні шари металу. Нагрівання може здійснюватися як з оплавленням так і без оплавлення поверхні металу. Основна мета лазерного зміцнення - це підвищення твердості і зносостійкості поверхні деталі. [7]
Лазерна наплавлення або напилення це процес, коли наноситься матеріал повністю покриває оброблювані ділянки поверхні. В результаті лазерної наплавленні взаємодії протікають лише у вузькій області на межі розділу між основним і нанесеним матеріалами, що дозволяє здійснювати наплавлення як малих, так і великих поверхонь. Однорідність покриттів по товщині, достатня міцність зчеплення і хороший тепловий контакт з основою забезпечує стабільність відтворюваності лазерної наплавки. Точне дозування енергії променя і її висока концентрація, підвищує якість наплавлення. Висока швидкість і локальність джерела нагріву, зводять до мінімуму деформації деталей в процесі наплавленні. Так само лазерна наплавлення відрізняється високою продуктивністю.
Зварювання. Потужний лазерний імпульс здатний розплавити будь-який метал або тугоплавкий сплав. Одним з переваг лазерної технології в процесах зварювання є здатність лазерного променя зварювати самі різні композиції: золото-кремній, германій, золото, нікель, тантал, мідь-алюміній. Процес лазерної зварювання не вимагає ні попередньої зачистки матеріалів, ні якого-небудь флюсу, ні створення вакууму, ні спеціальної атмосфери. Зварні з'єднання мають майже 100% міцністю і можуть мати різні конфігурації. Швидкість зварювання за допомогою лазера становить від 2 до 5 см. за секунду.
Різка. Найбільш поширеним технологічним процесом у машинобудуванні є різка, основна операція заготівельного виробництва. Промінь лазера може різати керамічні, напівпровідникові пластини, листовий метал. Сфокусоване лазерне випромінювання, забезпечуючи високу концентрацію енергії, дозволяє розділяти практично будь-які метали і сплави незалежно від їх теплофізичних властивостей. Лазерний промінь в поєднанні з піддувом кисню ріже листовий метал: сталь, титан, цирконій і.т.д. Сталевий лист товщиною 3 мм лазерний промінь ріже зі швидкістю 1 м на хвилину. Основна перевага, крім швидкості, - мала зона термічного впливу: лист не жолобиться.
Пробивання отворів. Лазерне випромінювання знайшло широке застосування у виготовленні алмазних фільєр. В даному випадку використовується імпульсне лазерне випромінювання. Таке отвір в алмазі пробивається лазером за 2 хвилини. Для порівняння на виготовлення фільєр алмазним абразивом витрачається 2 дні. Так само перевагою є мала шорсткість поверхні отвору та отримання високоточних отворів. [10]
Подальший прогрес застосування лазерів в машинобудуванні в чому залежить від успіхів не тільки квантової електроніки, що займається розробкою лазерних систем, але і багатьох суміжних областей
науки и техніки.