

К инематика станка
Кинематическая схема станка приведена на рисунке 2.
Кинематическая схема станка 16К20Ф3
Вращательное движение на шпиндель передается от частотно-регулируемого асинхронного электродвигателя Д1 (N=11 кВт n=1500…4500 мин-1) через клиноременную передачу на шпиндельную бабку. В шпиндельной бабке расположена трехскоростная коробка скоростей с диапазонами передаточного отношения 1,25:1; 1:2; 1:5,5. Выбор диапазона частот вращения осуществляется вручную переключением блоков зубчатых колес с помощью рукоятки 2, расположенной на передней бабке станка (см. рис. 1). Выбор диапазона частот вращения осуществляется при выключенном шпинделе. Внутри выбранного диапазона частота вращения меняется плавно за счет изменения частоты вращения вала электродвигателя.
Шпиндель станка смонтирован в конических двух- и однорядном подшипниках 4-го класса точности. Смазка узлов станка осуществляется централизованно от специальной маслостанции, установленной на основании станка.
Привод продольной и поперечной подачи состоит из высокомоментных электродвигателей постоянного тока (Д2 и Д3) и беззазорной зубчатой передачи с отношением 1:1. Малое зубчатое колесо установлено на выходном валу двигателя. Выбор зазора в зубчатой передаче осуществляется уменьшением ее межцентрового расстояния, путем смещения плиты, на которой расположен двигатель.
Движение от приводов подач к исполнительным механизмам передается при помощи высокоточных шариковых передач винт-гайка. Оба привода подач замкнутые. На ходовых винтах установлены датчики обратной связи по положению (вращающийся трансформатор). Станок оснащен трехкулачковым патроном с электромеханическим приводом зажима детали.
Шестишпиндельная револьверная головка с горизонтальной осью вращения установлена на суппорте. Смена позиций производится от электромеханического привода с двигателем Д4.
Перемещение пиноли задней бабки осуществляется с помощью электромеханической головки от электродвигателя Д5 через винт с шагом Р=5 мм.
Органы управления станка
Н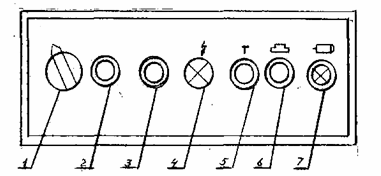 а
станке шкафа электроавтоматики
расположена панель управления станком
(см. рис. 3). Назначение рукояток панели
управления приведено в таблице 1.
а
станке шкафа электроавтоматики
расположена панель управления станком
(см. рис. 3). Назначение рукояток панели
управления приведено в таблице 1.
Панель управления станком (поз1, рис.1))
Таблица 1 – Назначение органов управления на панели управления
Номер позиции |
Орган управления |
Назначение |
1 |
Рукоятка вводного автомата |
Включение и отключение электрооборудования станка |
2 |
Валик включателя вводного автомата |
Механическая блокировка вводного автомата |
3 |
Кнопка подачи напряжения |
Подача напряжения на электроавтоматику станка |
4 |
Лампа контроля наличия напряжения |
Сигнализирует о включении станка |
5 |
Кнопка толчка шпинделя |
Вращение шпинделя (до прекращения нажатия кнопки) |
6 |
Кнопка смазки направляющих станка |
Автоматическая смазка направляющих каретки |
7 |
Лампа контроля смазки |
Сигнализация о работе системы смазки шпиндельной бабки |
На стенке шкафа тиристорного регулятора привода расположены приборы (поз. 7 рис. 1), контролирующие частоту вращения двигателя и величину нагрузки проводов по координатам X и Y, привода главного движения, а также лампочки, сигнализирующие о нормальной работе привода главного движения, повышении температуры привода и сбоях в тиристорном регуляторе.
С правой стороны станка на поворотном кронштейне расположен пульт оператора. Пульт оператора обеспечивает управление станком в заданном режиме, ввод и изменение оперативных параметров, ввод и редактирование управляющей программы.
Пульт оператора обеспечивает работу станка в следующих режимах:
Работа от маховика |
Перемещение суппорта и каретки осуществляется вращением маховика, расположенного на передней панели (поз.4, рис. 4). Направление и скорость перемещения задаются направлением и частотой вращения маховика. |
Работа в ручном режиме |
Перемещение суппорта и каретки осуществляется нажатием соответствующих клавиш (зона 2, рис. 5). Возможны выполнения технологических команд, ввод значений подачи и частоты вращения шпинделя, смена инструмента. |
Работа в автоматическом режиме |
Управление станком осуществляется по управляющей программе. |
Режим вывода информации |
Обеспечивает просмотр записанной программы или отдельного фрагмента. После ввода специального кодового клюяа позволяет просмотреть параметры станка. |
Режим ввода информации |
Служит для ввода в память системы программы или параметров станка. Ввод возможен после открытия доступа к оперативной памяти или памяти станка. |
Режим размерной привязки |
Служит для ввода в память системы информации о пространственном положении каждого из 8 инструментов. Привязка инструмента производится после его замены или при сбоях в работе системы. |
Н рисунке 4 показана передняя панель
пульта оператора, а в
таблице 2 указано назначение органов
управления.
рисунке 4 показана передняя панель
пульта оператора, а в
таблице 2 указано назначение органов
управления.
Передняя панель пульта оператора
Таблица 2 – Органы управления на передней панели пульта оператора
Номер позиции |
Орган управления |
Назначение |
1 |
Кнопка «Аварийный останов» |
Аварийное выключение станка |
2 |
Лампочка |
Загорается при наличии команды на вращение шпинделя или электропривода приспособления |
3 |
Переключатель питания приводов |
Служит для отключения шпинделя и подачи |
4 |
Маховик |
Вращение маховика вызывает перемещение суппорта или каретки |
5 |
Переключатель блокировки ограждения |
Имеет два положения для работы в наладочном и автоматическом режимах |
6 |
Сигнализатор заземления |
При исправном заземлении светятся две лампочки |
7 |
Переключатель блокировки пульта оператора |
Блокирует работу с пульта оператора |
8 |
Выключатель охлаждения |
Имеет два положения: левое – охлаждение отключено, правое – работа по программе |
9 |
Переключатель режима работы зажимных устройств |
|
10 |
Кнопка включения тиристорного преобразователя |
|
11 |
Кнопка выключения тиристорного преобразователя |
|
12 |
Выключатель машинного освещения |
|
13 |
Отсек кассеты внешней памяти |
|
Внешний вид пульта управления станком показан на рисунке 5. Пульт управления можно условно разделить на 4 зоны. В зоне 1 помещены цифровые индикаторы, которые показывают: левый – заданное значение подачи в сотых долях миллиметра на оборот шпинделя, средний – номер кадра, который отрабатывается, правый – буквенные адреса и положение инструмента в системе координат станка.
В нешний
вид пульта управления станком
нешний
вид пульта управления станком
В зоне 2 расположены клавиши для управления станком в ручном режиме (группа 1) и от маховика (группа 2).
В зоне 4 расположены клавиши для ввода буквенно-цифровой информации управляющей программы.
В зоне 3 расположены клавиши для выбора режимов работы и управления рабочей системой. Требуемый режим задается нажатием соответствующей клавиши, при этом предыдущий режим отменяется. Лампочка над клавишей сигнализирует о разрешении работы в данном режиме.