

Обязанности сварщика при допуске к работе.
Квалификация сварщиков должна соответствовать характеру работ, к которым они допущены. На ответственных сварных соединениях в местах, указанных на чертежах, сварщик обязан поставить присвоенный ему знак или номер, расписаться в журнале сварочных работ, в котором указывается дата выполнения сварки, местонахождение узла, характеристика шва, марка электрода, фамилия сварщика и данные о погоде. Журнал ведет мастер. Каждую декаду журнал контролирует производитель работ.
Сварку начинают после проверки правильности установленных конструкций проектному положению и тщательной зачистки свариваемых поверхностей непосредственно перед наложением швов.
Выпуски арматуры, закладные и соединительные детали очищают до чистого металла в обе стороны от кромок или разделки на 20 мм. Отрезка концов стержней электрической дугой при сборке конструкций или разделке кромок стержней не допускается.
Плоские элементы закладных деталей, собираемые с нахлесткой или втавр, должны плотно прилегать друг к другу. Для соединения внахлестку зазор между прилагаемыми элементами не должен превышать 2 мм и 3 мм для соединения втавр без скоса кромок (ГОСТ 5264—80). Величина зазора между торцами стержней, подлежащих сварке встык, указывается в технологических картах (назначается в зависимости от класса арматуры, способа сварки и типа соединения по СН 393-78). Предельные отклонения от проектных и смещение осей стержней в стыках не должны превышать величин, приведенных ниже:
Отклонения
Смещение линии, соединяющей центры круглых накладок, относительно оси стыкуемых стержней при сварке односторонними швами: стержней из стали классов А-1 и A-III . . . то же, из стали классов A-IV и A-V .... Отклонение длины накладок сварных стыков . .
Допустимые отклонения (в долях номинального диаметра)
не более: 0,5 0,1 +0,5
То же, для подкладок......................+0,1
Смещение накладок от оси сварного стыка в продольном направлении......................±0,5
То же, для подкладок......................±0,1
Несоосность стержней, соединенных встык ванной
сваркой, при диаметре свариваемых стержней, мм: не более:
20...25 ................................0,2
28...40 ................................0,1
45...60 ................................0,05
То же, при полуавтоматической ванной сварке в медных формах при диаметре свариваемых стержней, мм: не более:
20...32 ................................0,1
36...40 ................................0,05
Отклонение длины фланговых швов..........+0,5
Уменьшение высоты фланговых швов за вычетом не более:
местного непровара ......................0,05
Уменьшение ширины швов..................0,1
7.Принадлежности и инструмент сварщика.
Электрододержатели изготовляют трех типов: для тока 125 А и провода сечением 25 мм2; для тока 315 А и провода сечением 50 мм2; для тока 500 А и провода сечением 70 мм2. Они должны выдерживать 8000 зажимов электродов, затрачивая на каждую замену электрода не более 4 секунд. Электрододержатели для тока 500 А должны иметь щиток для защиты руки сварщика от воздействия электрической дуги.
Основное оборудование сварочного поста состоит из источника питания дуги, сварочных проводов, электрододержателя и приспособлений для закрепления свариваемых деталей. При размещении поста в кабине устанавливают металлический стол с массивной чугунной или стальной крышкой площадью в 1 м, на которой производят сварочные работы, и винтовой стул с откидной спинкой. Кабина должна иметь местную вытяжную вентиляцию и заземляющий провод. Инструмент сварщика:
электрододержатель — служит для зажима электрода и подвода к нему сварочного тока. Он должен прочно удерживать электрод, обеспечивать удобное и прочное закрепление сварочного кабеля;
щитки, маски или шлемы служат для защиты глаз и лица сварщика от воздействия излучений сварочной дуги и брызг металла. В них имеется смотровое отверстие, в которое вставляют специальное стекло-светофильтр, задерживающее инфракрасные и ультрафиолетовые лучи и снижающее яркость световых лучей дуги. Снаружи светофильтр защищен от брызг металла простым прозрачным стеклом;
металлические щетки (ручные и с электроприводом) для зачистки (разделки) швов и очистки сваренных швов от шлака;
молоток, зубило, крепежный инструмент;
набор шаблонов для промера размеров швов;
стальные клейма для клеймения сваренных швов.
Для защиты тела от ожогов сварщик пользуется брезентовым костюмом, брезентовыми рукавицами и кожаной или валяной обувью. Брюки должны быть гладкими, без отворотов с напуском поверх ботинок или валенок. Рукавицы должны надеваться с напуском на рукава и завязываться тесьмой. Прямая одежда и отсутствие открытых частей тела исключают возможность попадания брызг металла на тело и в складки спецодежды. При сварке внутри резервуаров, баков, цистерн необходимо пользоваться резиновыми сапогами и резиновым шлемом. При сварке металлических конструкций, если сварщик работает лежа, сидя или стоя на элементах свариваемой конструкции, кроме резиновых сапог (или галош) и шлема, необходимы резиновые коврики, а также наколенники, подлокотники, подшитые войлоком. Кроме спецодежды к средствам индивидуальной защиты сварщика относятся: пояс предохранительный с лямками (при работе на высоте), перчатки резиновые диэлектрические, галоши резиновые диэлектрические, коврики резиновые диэлектрические.
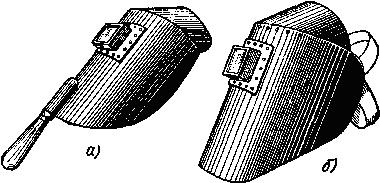
а – щиток, б – маска.
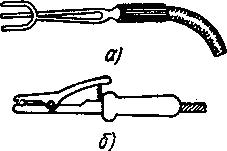
Электрододержатели: а - вилочный, б – пружинный
Спецодежда(брезентовая)