

Тема: «Устройство типового сварочного выпрямителя». Выпрямители сварочные однопостовые (источники питания постоянным током).

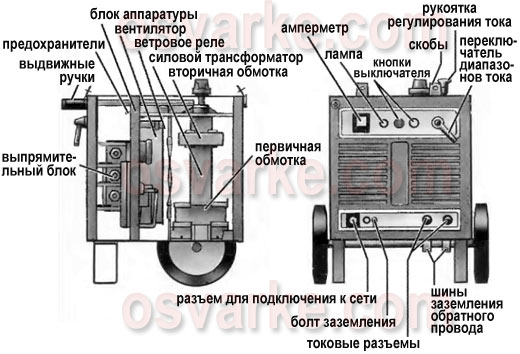
Этот сварочный аппарат состоит из трансформатора и блока вентилей. Иногда в комплект выпрямителя входит также дроссель, включенный в цепь постоянного тока для получения нормального переноса электродного металла в дуге.
В основном применяют многофазные выпрямители. В выпрямителях с полого-падающей характеристикой используют трансформаторы с малым сопротивлением короткого замыкания. Для получения падающей характеристики необходимы трансформаторы с дросселями или с развитым магнитным рассеянием, аналогичные ранее описанным. В современных выпрямителях применяют преимущественно кремниевые вентили, а в ряде случаев селеновые. Селеновые выпрямители обладают большой перегрузочной способностью и необходимы для сварочных аппаратов с падающей или жесткой характеристиками.
Кремниевые выпрямители применяют главным образом в источниках с падающими характеристиками. Они отличаются малым размером и, как следствие, очень напряженным тепловым режимом работы.
Схема выпрямителя с трехфазным трансформатором и выпрямительным блоком, собранным по трехфазной мостовой схеме, показана на рис. 3. При этой схеме каждый выпрямительный элемент проводит ток в прямом направлении в течение 1/3 периода, что исключает резкие пульсации тока.
Тема: «Устройство типового сварочного преобразователя».
Сварочные агрегаты (преобразователи) применяют для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, в полевых условиях и др.). Агрегат можег быть установлен в кузове автомашины, на автомобильном или тракторном прицепе. Они различаются по мощности, типу двигателя (бензиновые карбюраторные, дизельные), способу транспортирования и отдельным элементам конструкции.
Выпускают также универсальные сварочные преобразователи ПСУ-300 и ПСУ-500-2, предназначенные для ручной сварки, автомагической под флюсом, автоматической и полуавтоматической в защитном газе. В этих преобразователях путем переключения независимой и последовательной обмоток генератора можно создавать размагничивающий и подмагничивающий поток и вследствие этого получать падающую или жесткую характеристику.
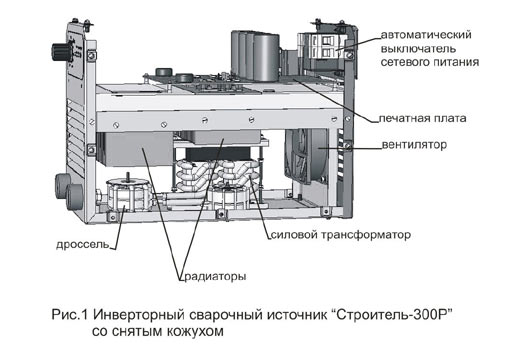
Инверторные сварочные аппараты.

Это последнее слово техники в сварочном производстве. Инвертор является блоком питания и гениратором сварочного тока, и имеет габариты в 10 раз меньше габаритов выпрямителей и трансформаторов с темиже характеристиками, а главное иинверторный аппарат имеет КПД около 90%.
Как показано на рисунке выше, основным принципом работы сварочного аппарата инвертора является многократное поэтапное преобразование электрической энергии. Можно выделить основные этапы преобразования тока в сварочном инверторе:
• выпрямление переменного сетевого напряжения частотой 50 Гц в первичном выпрямителе, собранном из силовых диодов по мостовой схеме;
• преобразование полученного выпрямленного напряжения с повышенными пульсациями в переменное напряжение высокой частоты с помощью инвертирующего преобразователя;
• понижение переменного напряжения высокой частоты импульсным высокочастотным трансформатором до значения, соответствующего напряжению сварки, с формированием необходимого вида вольтамперной характеристики;
• преобразование вторичным выпрямителем переменного напряжения высокой частоты, имеющего величину сварочного напряжения, в постоянное напряжение со сглаживанием пульсаций тока.