

Принципиальные электрические и монтажные схемы поста для ручной дуговой сварки.
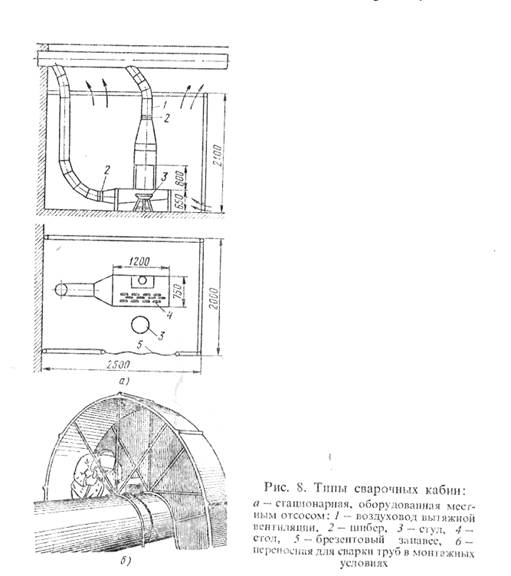
Рис.8 Типы сварочных кабин
Урок №2
1.Устройство типового сварочного трансформатора
Электродуговой сварочный аппарат, как правило, представляет собой источник питания постоянного или переменного тока, сварочная цепь которого гальванически развязана от сети электропитания, выполняющий функцию дуговой сварки плавлением, контактной сварки, сварки давлением, трением и др. Он может представлять собой простой трансформатор, а так же сложный высокотехнологический агрегат стоимостью в несколько миллионов.
В течение последних 100 лет для того, чтобы получить источник питания для сварки, использовалось большинство из доступных электрических и электронных технологий: от обыкновенного трансформатора до инверторов, обеспечивающих резонанс на частоте переключения более 100 кГц, от селеновых диодов до 32-разрядных микропроцессоров.
Приведем некоторую информацию относительно сегодняшних наиболее широко используемых технологий.
Вот несколько показательных данных для дуговых сварочных аппаратов и аппаратов для ручной плазменной резки:
• Необходима гальваническая развязка выходного напряжения от входного
• напряжение сварки обычно находится в диапазоне от 10 В до 50 В
• ток сварки обычно изменяется в пределах от 40 А до 700 А
• напряжение резки обычно находится в диапазоне от 80 В до 160 В
• ток резки обычно изменяется в пределах от 20 А до 150 А
В наше время сварочный аппарат уже стал намного больше чем просто источник питания для ручной или автоматической сварки, он комбинирует в себе различные функции и такие виды сварки как:
- ручная электродуговая сварка покрытым электродом;
- аргонодуговая сварка;
- полуавтоматическая сварка;
- плазменная сварка;
- плазменная резка;
- точечная сварка.
Так же кроме электродуговых аппаратов существуют сварочные аппараты для других видов сварки :
- газовая сварка;
- контактная сварка (сопротивлением);
- электронно-лучевая;
- лазерная сварка;
- термическая и др.
Рассмотрим особенности основных сварочных аппаратов использующих различные виды сварки.
Сварочный аппарат для дуговой сварки.
На данный момент существует три основных вида сварочных аппаратов для дуговой сварки:
- трансформаторы (наиболее просты по устройству и эксплуатации);
- генераторы (автономные источники для сварочных аппаратов);
- выпрямители (более высокого уровня по сравнению с трансформаторами );
- инвертор ( достижение в разработке сварочных аппаратов, уменьшение веса и энергозатрат);
- цифровые сварочные системы (самые технически оснащенные и «умные» сварочные аппараты).
Рассмотрим эти виды оборудования отдельно.
Трансформаторы сварочные (источники питания переменным током).

Это специальные виды однофазных и трехфазных трансформаторов, а также электромашинные генераторы повышенной частоты (400—500 Гц). Существуют два основных принципа построения сварочных трансформаторов: с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением — дросселем и с искусственно увеличенным магнитным рассеянием.
Трансформаторы первой группы бывают двух основных типов: а) в двухкорпусном исполнении с отдельным дросселем (рис.1 а) между обмотками трансформатора 1 и дросселя 2 имеется только электрическая связь, а величина сварочного тока изменяется путем изменения воздушного зазора 3 в магпитопроводе дросселя; б) в однокорпусном исполнении (рис. 1, б) между обмотками трансформатора и дросселя существует как электрическая, так и магнитная связь; трансформаторы этого типа экономичнее и удобнее в эксплуатации.
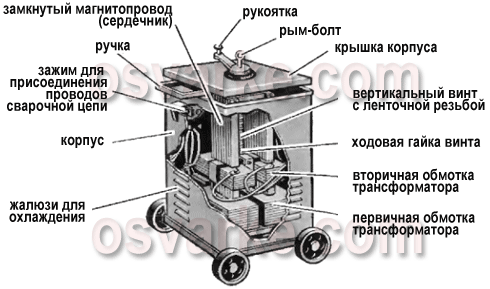
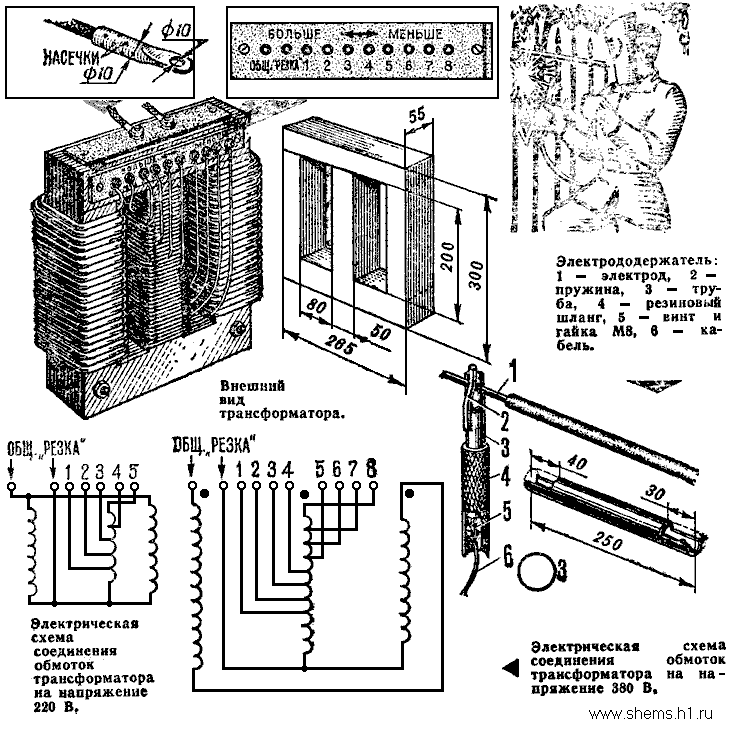
В трансформаторах второй группы (в однокорпусном исполнении) необходимые внешние характеристики создаются за счет изменения реактивного сопротивления трансформатора. Это достигается за счет принудительного изменения расстояния между первичной 4 (рис. 1, в) и вторичной 5 обмотками млн за счет изменения величины рассеяния магнитосиловых линий при помощи магнитного подвижного шунта 6 (рис.1, г), вводимого в зазор между удаленными друг от друга обмотками 4 и 5. На рис. 1, д показана схема трансформатора, в котором наряду с основными обмотками 4 и 5, размещенными на различных стержнях магнитопровода, имеется дополнительная обмотка 7, охватывающая обе основные обмотки. Включая дополнительную обмотку 7 встречно или согласно основным, изменяют сопротивление трансформатора и его характеристику. Выпускаются транс форматоры с шунтом 8 (рис. 1, е), магнитное устройство которых регулируется подмагничивающей катушкой 9, а также трансформаторы с магнитной коммутацией потоков (рис. 1, ж). В этом случае часть витков вторичной обмотки 5 вынесена в верхнее окно, что позволяет регулировать и наклон характеристик. Вид обычного трансформатора показан на рисунке.
Намагничивающая обмотка питается от третьей, дополнительной щетки с. Благодаря поперечной реакции якоря напряжение между третьей и основной щетками мало зависит от тока нагрузки. Режим сварки регулируют при помощи реостата Р в цепи намагничивающей обмотки возбуждения НО, который определяет напряжение холостого хода генератора. При коротком замыкании напряжение дуги равно нулю, а электродвижущая сила генератора сварочного аппарата падает до величины, уравновешивающей падение напряжения в сопротивлении сварочной цепи. Для расширения пределов регулирования от размагничивающей обмотки РО сделан дополнительный вывод.
Однопостовые генераторы для питания установок полуавтоматической или автоматической сварки должны иметь пологопадающую или жесткую характеристику. Для получения широкого диапазона регулирования они имеют независимое питание обмотки возбуждения.
Универсальный сварочный генератор позволяет получать внешние характеристики различной формы (падающей или жесткой) и регулировать динамические свойства (рис. 2). Включая последовательную обмотку СО встречно или согласно и изменяя число витков в обмотке, можно получить жесткую или падающую характеристику. Соответствующие динамические свойства генератора сварочного аппарата достигаются включением витков регулируемого дросселя Д.