

3. Правила пользования калибрами и их маркировка
При контроле отверстий и валов калибрами ПР наладчику оборудования следует пользоваться новыми калибрами, а контролеру и представителю заказчика частично изношенными. При контроле размера отверстия или вала калибром НЕ наладчику оборудования рекомендуется пользоваться калибр-пробкой с размером, близким к наименьшему предельному размеру калибра, или калибр-скобой с размером, близким к его наибольшему предельному размеру. Контролеру и представителю заказчика следует пользоваться калибр-пробкой НЕ с размером, близким к его наибольшему предельному размеру, и калибр-скобой НЕ с размером, близким к наименьшему предельному размеру калибр-скобы.
На каждый калибр должны быть нанесены следующие данные: номинальный диаметр отверстия или вала, обозначение поля допуска контролируемой детали, числовые значения предельных отклонений отверстия и вала, обозначение назначения калибра (ПР, НЕ, К-НЕ, К-ПР, К-И) и товарный знак предприятия-изготовителя. Калибр-пробки изготавливают Московский завод «Калибр», Карачаевский инструментальный завод, а калибр-скобы Челябинский инструментальный завод. Вставки с номинальным диаметром до 14 мм промаркированы на конусной поверхности хвостовика, свыше 14 мм на передней торцевой поверхности. Эскиз и маркировка калибр-пробки 25 Н7 показаны на рис. 3.1, а, калибр-скобы 25 k6 – на рис. 3.1, б, контрольного калибра К-И для контроля износа скобы ПР для вала 25 k6 – на рис. 3.1, в.
Непроходные стороны калибров рекомендуется обозначать красным цветом.
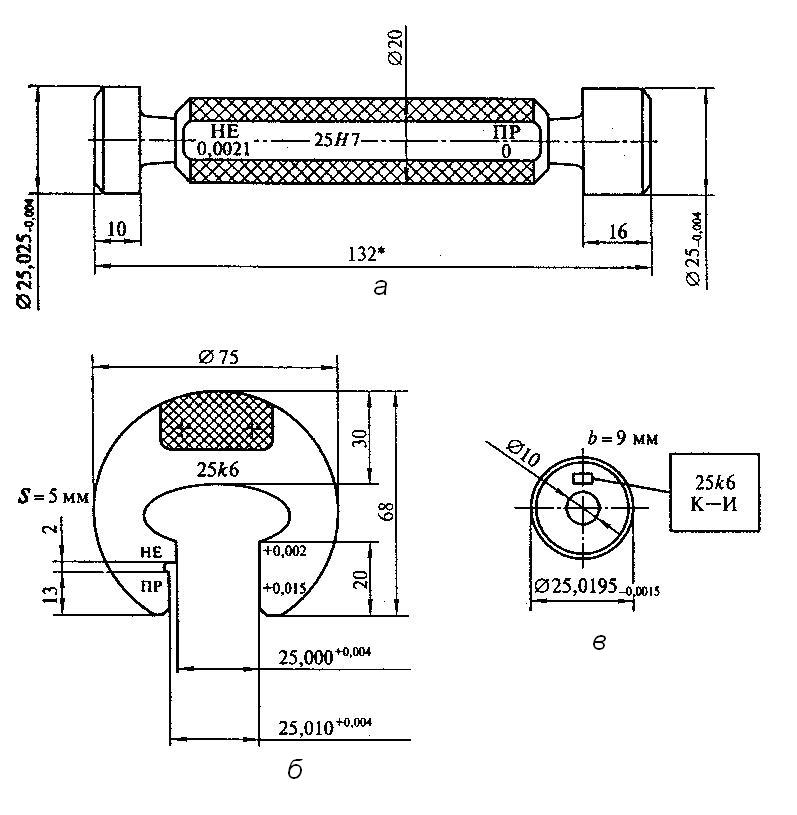
Рис. 3.1
4. ДОПУ\СКИ И РАЗМЕРЫ КАЛИБРОВ
На калибры
установлены допуски по рекомендациям
ГОСТ 24853-81 [5]. Схемы расположения полей
допусков калибров размером до 180 мм
приведены на рис. 4.1 и 4.2, а
значения
допусков и других параметров
в прил. 2. Допуск калибров для контроля
отверстий обозначается буквой Н, валов
H1,
допуск для контрольного калибра
Hр.
Поля допусков калибров НЕ расположены
симметрично относительно предельных
размеров контролируемой детали (D![]() и d
и d![]() ).
Поля допусков калибров ПР расположены
внутри поля допуска контролируемой
детали: их положение определяют координаты
z
и z1
для отверстия и вала соответственно.
).
Поля допусков калибров ПР расположены
внутри поля допуска контролируемой
детали: их положение определяют координаты
z
и z1
для отверстия и вала соответственно.
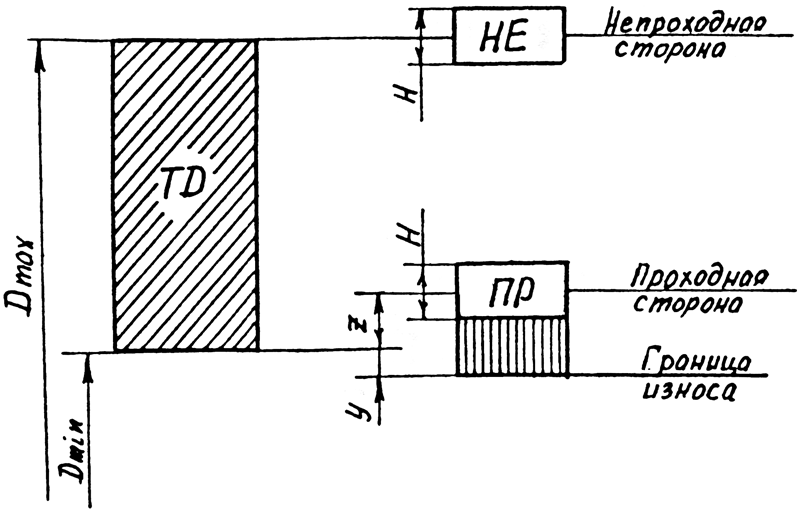
Рис. 4.1
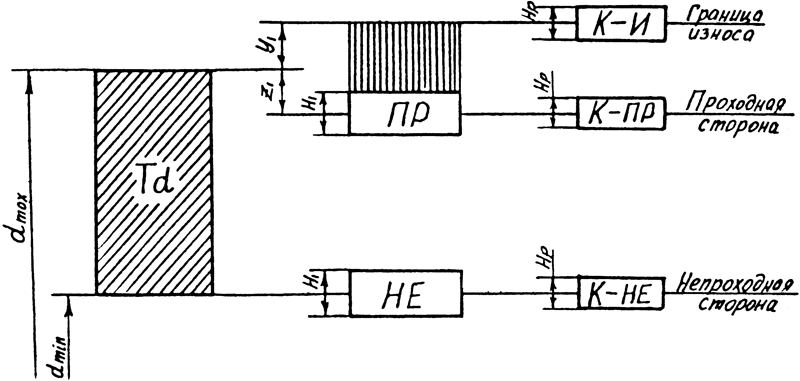
Рис. 4.2
Калибры ПР в процессе эксплуатации изнашиваются значительно интенсивнее калибров НЕ, поэтому для каждого ПР установлена граница износа, по достижении которой он использоваться не должен и подлежит изъятию из процесса контроля. Граница износа располагается от проходного предела отверстия на расстоянии y, от проходного предела вала на расстоянии y1. Для калибров 9 – 17-го квалитетов номинальных размеров до 180 мм предел износа совпадает с проходными пределами отверстия и вала, т. е. y = y1 = 0.
Предельные размеры калибров подсчитываются по формулам:
для пробки –
ПРmax = Dmin + z + H/2; (4.1)
ПРmin = Dmin + z – H/2; (4.2)
ПРизн = Dmin – y; (4.3)
НЕmax = Dmax + H/2; (4.4)
НЕmin = Dmax – H/2; (4.5)
для скобы –
ПРmax = dmax – z1 + H1/2; (4.6)
ПРmin = dmax – z1 – H1/2; (4.7)
ПРизн = dmax + y1; (4.8)
НЕmax = dmin + H1/2; (4.9)
НЕmin = dmin – H1/2; (4.10)
для контрольных калибров –
К-ПРmax = dmax – z1 + Hp/2; (4.11)
К-ПРmin = dmax – z1 – Hp/2; (4.12)
К-НЕmax = dmin + Hp/2; (4.13)
К-НЕmin = dmin – Hp/2; (4.14)
К-Иmax = dmax + y1 + Hp/2; (4.15)
К-Иmin = dmax + y1 – Hp/2. (4.16)
На чертежах калибров и в документации указывается исполнительный размер. Для калибр-скоб исполнительным является наименьший размер с нижним отклонением, равным нулю, и верхним отклонением со знаком «плюс», численно равным допуску Н1 калибра. Исполнительный размер калибр-про- бок это их наибольший размер с верхним отклонением, равным нулю, и нижним отклонением со знаком «минус», численно равным допуску Н калибра. Предельные отклонения назначают в «тело» калибра, что гарантирует с большой вероятностью изготовление годных калибров. Для контрольных калибров исполнительный размер определяется так же, как и для пробок, т. е. принимается наибольший размер с нижним отрицательным отклонением, численно равным допуску Нр.