

2.3. Конструкция контрольных калибров
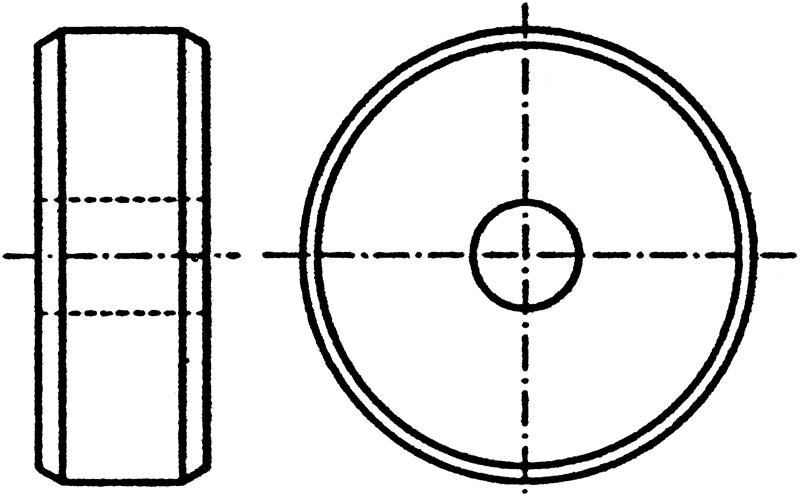
Контрольные калибры (контркалибры) для контроля скоб выпускаются в виде толстых шайб (рис. 2.6). Контркалибр К-НЕ предусмотрен для контроля рабочих калибр-скоб НЕ, контркалибр К-ПР рабочих калибр-скоб ПР, контркалибр К-И предельного износа рабочего проходного калибр-скобы ПР. В процессе контроля контркалибром К-И он не должен проходить в рабочий калибр-скобу ПР, если он проходит, то это означает, что калибр-скоба изношен и подлежит изъятию из процесса контроля. При контроле скоб ПР и НЕ контркалибрами К-ПР и К-НЕ соответственно они наоборот должны проходить между рабочими поверхностями этих калибров.
Рис. 2.6 |
Контрольные калибры для контроля пробок промышленностью не выпускаются, так как калибр-пробки имеют охватываемую поверхность, в этом случае экономичес ки более целесообразно их контролировать универсальными измерительными средствами наружным измерением.
|
2.4. Технические требования на нерегулируемые гладкие калибры
Вставки и насадки калибр-пробок должны изготавливаться из стали марки Х (ГОСТ 5950-73) или ШХ15 (ГОСТ 801-78). Допускается использовать сталь марки У10А или У12А (ГОСТ 1435-74) и сталь марки 15 или 20 (ГОСТ 1050-74).
Корпусы калибр-скоб, имеющих отдельные губки, должны изготавливаться из стали марки 35 или 40 (ГОСТ 1050-74), допускается их выполнение из стали марки Ст5 (ГОСТ 380-71).
При изготовлении деталей калибров с рабочей поверхностью из цементируемой стали (марки 15 или 20) толщина слоя цементации должна быть не менее 0,5 мм.
Рабочие поверхности, поверхности заходных и выходных фасок (притуплений) калибр-пробок для диаметра 1 − 100 мм должны иметь хромовое или другое износостойкое покрытие. Рекомендуемая толщина покрытия рассчитывается по формуле:
h = (0,5 1,0)(z + y), (2.1)
где z смещение поля допуска калибра, мкм;
y допустимый выход размера изношенного проходного калибра за границу поля допуска детали, мкм.
Формула (2.1) справедлива для проходной стороны калибра, для непроходной стороны величина h принимается такой же.
Твердость рабочих поверхностей и поверхностей заходных и выходных фасок калибров должна быть в пределе HRC 57 65.
Числовое значение параметра шероховатости Ra рабочих поверхностей калибров определяется по данным табл. 2.3.
Т а б л и ц а 2.3
Значение параметра шероховатости Ra рабочих поверхностей калибров
Вид калибра |
Контролируемое изделие |
Значение параметра шероховатости Ra (ГОСТ 2789-73), мкм, для диаметра |
|
квалитет |
от 0,1 − до 100 мм |
свыше 100 − до 360 мм |
|
1 |
2 |
3 |
4 |
Калибр-пробка |
6 |
0,04 |
0,08 |
7 – 9 |
0,08 |
0,16 |
|
10 – 12 |
0,16 |
||
13 и грубее |
0,32 |
0,32 |
|
Калибр-скоба |
6 – 9 |
0,08 |
0,16 |
О к о н ч а н и е т а б л. 2.3
1 |
2 |
3 |
4 |
Калибр-скоба |
10 – 12 |
0,16 |
|
13 и грубее |
0,32 |
0,32 |
|
Контрольный калибр |
6 – 9 |
0,04 |
0,08 |
10 и грубее |
0,08 |
0,16 |
Поверхность заходных и выходных фасок, концов хвостовиков вставок и неполных калибр-пробок должна иметь параметр Ra не более 1,25 мкм, поверхность конуса ручки калибр-пробки − не более 2,5 мкм.
Допуски формы калибров назначаются по рекомендациям ГОСТ 24853-81.
Неуказанные предельные отклонения размеров калибров назначаются: для отверстий − H14, валов − h14, остальных − ±t2/2.
Детали калибров с рабочей поверхностью должны быть подвергнуты старению.
Дефекты на рабочих поверхностях и на поверхностях заходных и выходных фасок не допускаются, на остальных поверхностях не должно быть дефектов, ухудшающих внешний вид калибров.
Крепление вставок и насадок к ручкам калибров не должно вызывать изменения их размеров и формы рабочих поверхностей.
Необработанные поверхности калибров должны иметь защитное покрытие.