

2.7 Расчёт модельной остнастки.
2.7.1 Расчёт габаритных размеров модели.
Расчёт производится в зависимости от размеров детали, величины припуска на механообработку и усадки сплава, а так же размеров знаковых частей:
lм=lд+![]() lпр+
lус+lст.зн
,
мм
lпр+
lус+lст.зн
,
мм
bм=bд+ bпр+ bус+bст.зн, мм
hм=hд+ hпр+ hус+hст.зн, мм
где |
lд , bд , h.д
Δlпр , Δbпр , Δhпр
Δlус , Δbус , Δhус
lст.зн , bст.зн , hст.зн
|
lд = 692 мм, bд = 600 мм, h.д = 435 мм [Д101188-5];
Δlпр = 7 мм, Δbпр = 0 мм, Δhпр = 10 мм [2.3];
|
|
|
|||
|
lст.зн, bст.зн, hст.зн |
величина стержневого знака по длине, ширине и высоте детали соответственно всё равняется 0. lст.зн=130; вст.зн=50;hст.зн=0 |
|
 Величины
усадки по длине, ширине и высоте
рассчитываются по следующим формулам:
Величины
усадки по длине, ширине и высоте
рассчитываются по следующим формулам:
lмод = 692+7+31+10,485+130=839,485 мм
bмод = 600+0+9=609 мм;
hмод = 435+10+6,675=456 мм
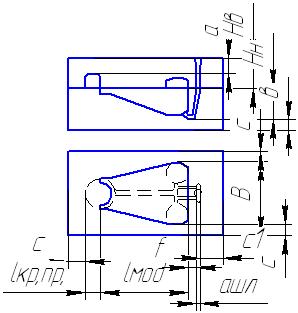
2.7.2 Расчёт размеров опок в свету.
Величины усадки по длине, ширине и высоте рассчитываются по следующим формулам:
Lр= c + Дст + f + lмод + lкр.пр. +с;
Вр=с + bмод + c;
Hн.р.=a + hмод.н ;
Hв.р.= b + hмод.в.
Размеры опок в свету рассчитываются с учётом габаритных размеров отливки, количества отливок в форме и расстояний:
̶ между верхом модели и верхом опоки (а), a = 120мм;
̶ между низом модели и низом опоки (b), b = 120 мм;
̶ между модели и стенками опоки (с), с = 70 мм;
̶ между стояком и стенкой опоки (с1), с1= 80 мм;
 ̶ между
моделью и шлакоуловителем (f),
f = 70 мм;
̶ между
моделью и шлакоуловителем (f),
f = 70 мм;
А так же с учётом краев прибыли (lкр.пр=60 мм) и высоты крестовины (hкр=60 мм).
Расчёт
ведётся в соответствии со схемой №1
Lр =80+55+70+839,485+60+70=1174,485 мм
Bр =70+609+70=749 мм
Нв.р =120+220=340 мм
Нн.р.=120+456+60=651мм
Расчётные размеры опок в свету сводятся к стандартным:
L × B × Hв/Hн = 1200× 750 × 450/600 мм

2.8 Выбор формовочных и стержневых смесей.
Формовочноая смесь для «Стойка» выбирается согласно технической характеристики линии Л636 ,на которой применяется облицовочная и наполнительная формовочная смесь.
Состав и свойства формовочной смеси приводятся в таблице 4
Таблица 4- Состав и свойства формовочной смеси
Смесь
|
Толщина стенки отливки
|
Массовая доля компонентов, % |
Характеристика смеси |
||||||
Оборотная смесь
|
Кварцевый песок |
Глина |
КБЖ
|
Зерновая группаФормовочный песок |
Влажность |
Газопроницаемость |
Прочность на сжатие |
||
Облицовочная |
60 |
40 |
53,5 |
4 |
1,5-2,5 |
0,2 |
5-7 |
70-100 |
50-70 |
Наполнительная |
60 |
60 |
30,9 |
7 |
0,3-0,5 |
02,0315 |
5-7 |
70-100 |
35-60 |
Стержневая смесь выбираестся в соответствии с маркой стали 35Л-I и сложности стержней.
 Таблица
5 – Состав и свойства быстротвердеющих
стержневых смесей.
Таблица
5 – Состав и свойства быстротвердеющих
стержневых смесей.
-
Классификация стержня
Массовая доля компонентов, %
Характеристика смеси
Кварцевый песок
Оборотная смесь
Глина
Олифа ЧГУ или КО
СП или СБ
КБЖ
Древесные опилки
Влажность
Газопроницаемость
Прочность %
4
97-48
0-40
1-7
-
-
2-3
0-2
4-5
70
(15-24)/(196-294)