

2.4 Расчёт массы отливки
Масса отливки рассчитывается от массы детали, массы металла, расходуемого на оформление припусков, на механическую обработку, и массы металла на заливаемые отверстия и полости по формуле:
Go = Gд + Σq пр + Σq зоп + (0,05 ÷ 0,15) ∙ (Σq пр + Σq зоп); кг
где, |
Gд
|
-
|
масса
детали, кг; Gд=408
|
|
|
- |
масса металла расходуемая на оформление припусков для механической обработки, кг; |
|
зоп |
- |
масса металла расходуемая на оформление заливаемых отверстий и полостей, кг; |
|
0,5 |
- |
коэффициент неучтенных потерь (резьба, фаски ). |
 кг
[№2-79009];
кг
[№2-79009];
Масса металла, расходуемая на припуски и заливаемые отверстия и полости, рассчитывается по формуле:
q = p∙V, кг
здесь, |
p |
- |
плотность сплава, кг/дм³, для стали p = 7,85кг/дм³ |
|
V |
- |
объем припуска или ЗОП (заливаемые отверстия и полости), дм³
|
V=F∙h, дм³
Здесь F - площадь фигуры, дм2
h – высота фигуры, дм
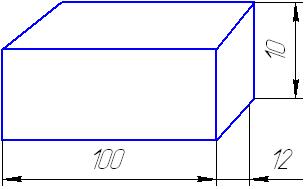
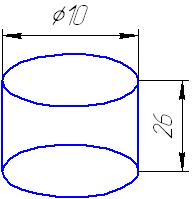
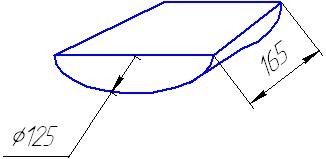
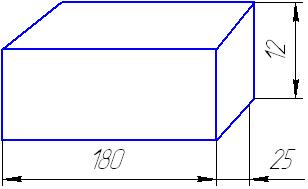
припуски на механическую обработку:
1 штука
2) 1штука
3) 1 штука
![]()
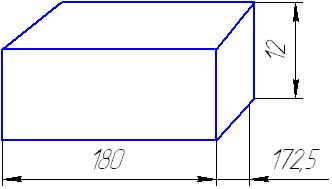
4) 1 штука

5) 2штуки
![]()
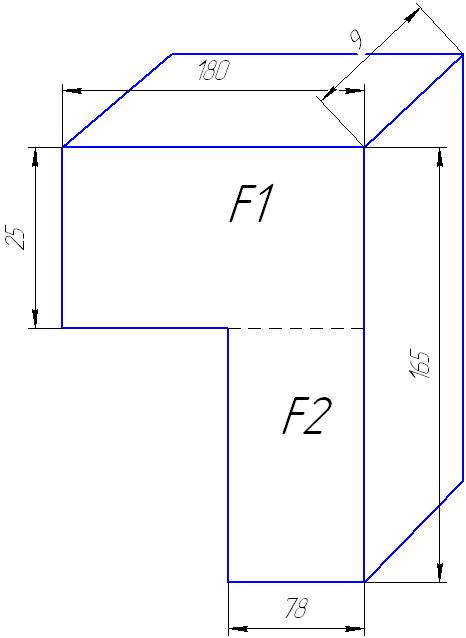
Σq пр = 0 ,1675+1,294+0,0942+0,082+2,2=3,838 кг
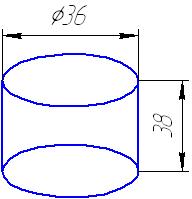
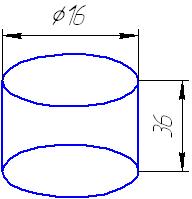
Подприбыльные «лепешки»:
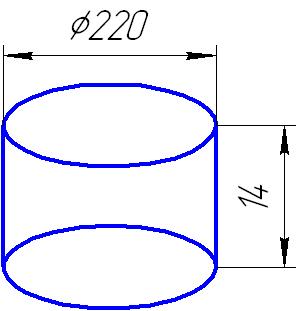
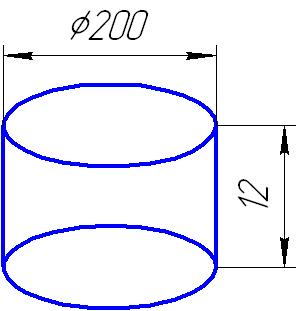
Σq пр =3,838+2,386+1,232=7,456кг
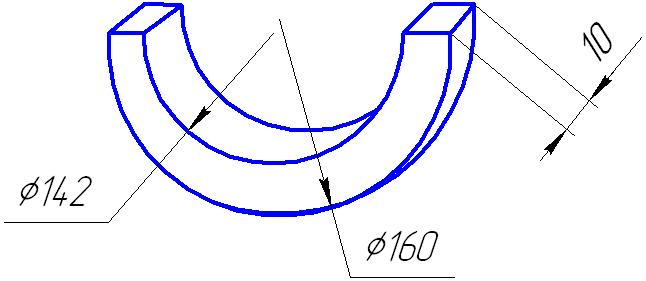
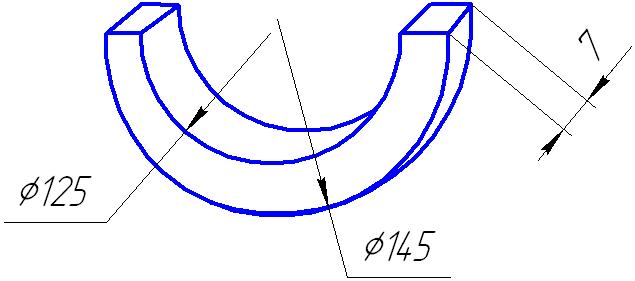
Металл, расходуемый на оформление заливаемых отверстий и полостей:
1) 4 штуки
2) 4 штуки
3) 4 штуки
4) 2 штуки
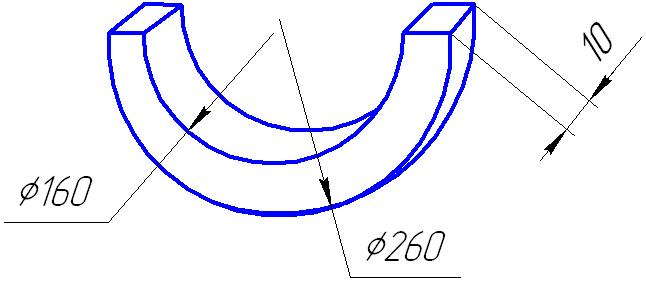
5) 1 штука
![]()
6) 1 штука
![]()
7) 1 штука
![]()
Σq зоп = q1 + q2 + q3 + q4 + q5 + q6 + q7 =1,42+0,23+0,08+2,9+15,89+0,42=20,94кг
Go = Gд + Σq пр + Σq зоп + (0,05 ÷ 0,15) ∙ (Σq пр + Σq зоп)= 265+7,456+20,94+0,0499(7,456+20,94)=295кг
2.5 Питание отливки. Технологические коэффициенты и их расчёт.
С целью компенсации усадки стали 35 Л-I и избежания брака по усадочным раковинам и пористости для детали «Стойка» предусматривается в качестве питающего элемента прибыль.
Для
эффективного питания отливки за счёт
гравитационной силы и прямого действия
гидростатического давления выгодно
использовать верхнюю прибыль обыкновенного
действия. Для снижения теплопроводности
боковой поверхности прибыли рационально
применить комбинированную по форме
прибыль с целью выдержки расплава в
прибыли более длительного времени в
горячем состоянии технологически
выгодно применить закрытую прибыль.
«Стойка» является деталью с 1 ярковыраженным массивным узлом и с неярковыраженными массивными узлами, поэтому количество прибылей рассчитывается по формуле:
![]()
где |
L-периметр питания отливки, мм; L=1360+410=1770 мм; |
|
R-радиус питания отливки, мм; R=(210)=2,2; |
|
-высота питания отливки, мм; =400 мм; R=2,2400=88 мм. |
![]()
Объем и размеры прибылей рассчитываются по методу Й. Прижибыла
![]()
где |
χ
β
Vп.у |
х = 8 ÷ 16 [5, с. 34],
β = 0,03 [5, с. 34];
|
где |
Goтл
n |
масса отливки, кг; Goтл =295кг [2.4] плотность стали, кг/дм 3; ρ = 7,85 кг/дм 3; количество прибылей, шт; |
![]()
![]()
![]()
![]()
Размеры прибыли: высоту (Нпр) и диаметр (Dпр) рассчитывают следующим методом:
Высота прибыли:
![]()
где |
М |
|
Прибыли
имеют глубину и фронт питания приблизительно
одинакового размера, поэтому для отливки
«Стойка»
принимается
![]() ,
тогда М = 1,15 [3, таблица 2.16].
,
тогда М = 1,15 [3, таблица 2.16].
Рассчитаем высоту и диаметр прибылей:
![]()
Тогда из отношения следует, что:
Dпр.2,2 = Нпр.2,2 =220мм
![]()
Тогда из отношения следует, что:
Dпр.2 = Нпр.2 =200мм
Для оценки эффективности питания отливки рассчитываются технологические коэффициенты:
Коэффициент использования металла (КИМ):
-
где
Gд
масса детали, кг; Gд =265 кг [№ Д101188-5];
Gотл
масса отливки, кг; Gотл = 295 кг [2.6].
![]()
-Коэффициент выхода годного (КВГ):
где |
Gж |
|
Gж = Gотл + ΣGпр + Gлс , кг
где |
ΣGпр
Gлс |
ΣGпр=nVпр; масса стали в прибыли, кг/дм3; =6,27,2
Gл.с = (0,15 ÷ 0,25) Gотл, [3, с. 135]; принимается Gл.с=0,153295=45,1 кг. |
![]()
![]()
![]()
Gж =295+45,1+115,0=455,12 кг.
Принимается Gж = 455 кг.
![]()