

Міністерство освіти і науки України
Полтавський політехнічний коледж
Національного технічного університету
«Харківський політехнічний інститут»
КОНСПЕКТ ЛЕКЦІЙ ДЛЯ САМОСТІЙНИХ РОБІТ
З ПРЕДМЕТА «ТЕХНОЛОГІЯ МАШИНОБУДУВАННЯ»
ДЛЯ СТУДЕНТІВ З КУРСУ
Розглянуто і схвалено
на засіданні предметної комісії
спеціальності 5.090227
«Обробка матеріалів на верстатах і автоматичних лініях»
Протокол №
В ід
«__» 2007
ід
«__» 2007
Голова предметної комісії
2007
ЗМІСТ
Методи обробки основних поверхонь…………………………………………….З
Обробка зовнішніх поверхонь тіл обертання 5
В чому полягає перевага обробки валів на верстатах з ЧПК? 14
Оздоблювальні види робіт 15
Обробка отворів 21
Свердління глибоких отворів 23
Розгортання…………………………………………………………………………30
Шліфування отворів 32
Протягування отворів……………………………………………………………....34
10 Хонінгування отворів 35
План
Виправлення та рихтування заготовок із пруткового матеріалу..
Обдирання попереднє на безцентрово - обдирних верстатах.
Розрізання заготовок тіл обертання
Розрізання на приводних ножовках
Розрізання на дискових пилках
Розрізання на фракційних пилках
Застосування відрізних верстатів.
Центрування
Точіння.
Методи обробки основних поверхонь
Розділ: 2
Обробка зовнішніх поверхонь тіл обертання (валів)
Література: В.В. Данишевський,
Технологія машинобудування:М.
"Высшая школа, 1984 §53... §54
Обробка зовнішніх поверхонь тіл обертання
В механічних цехах деталі - тіла обертання роблять із прутків, поковок, штампованих заготовок, відливок.
В заготовчому відділенні чи заготовочному цеху прутки піддають виправлянню і розрізанню, а в деяких випадках обдиранню по всій довжині.
У поковок і штампованих заготовок фрезерують горці.
Рихтування.
Для усунення викривлення вісі прутки виправляють на виправних або виправнокалібрувальних верстатах.
Ручне виправлення (рихтування) незадовільне з-за низької продуктивності праці.
Заготовки великої довжини виправляють на гідравлічних, пневматичних і фрикційних пресах.
На верстатах виправлення виконується трьома парами роликів із ввігнутою поверхнею, які розташовані в шаховому порядку, причому ролики, які подають пруток, розташовані один над другим.
Усі шість роликів розташовані під кутом α = 70° до вісі барабану.
При обертанні барабану ролики теж обертаються і обкочуючись навколо прутка виправляють його.
Швидкість поступального руху пругка 5-30 м/хв.
Перед подачею в барабан пруток затискають в стійках, які рухаються на роликах.
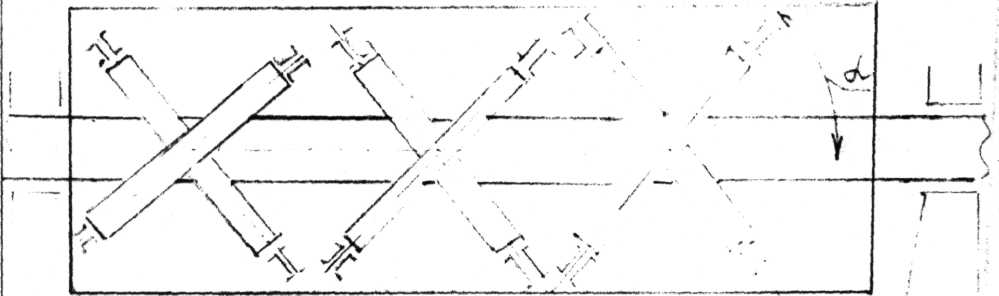
Рис. 1
Обдирання
Для обдирання прутків використовують безценторово-обдирні верстати, на яких можна виконувати обдирання прутків діаметром 15...80 мм довжиною 7 м. Обдирання прутка виконується з допомогою двох різцевих головок, між якими і знаходиться пруток.
Розрізання.
Прутки і заготовки розрізають на :
приводних ножовках;
дискових пилках,
фрикційних пилках;
токарно-відрізних верстатах;
відрізних автоматах;
верстатах, які працюють тонким абразивним кругом.
В заготовчих відділеннях прутки можливо розрізати на пресах і ножицями (гільйотинних,, роликових), використовують газову різку (автогенну), анодно-механічну, електроіскрову, ультразвукову.
На приводних ножовках розрізають ножівковим полотном, яке виконує звотньо-поступальний рух від привода. Ріжучі кромки полотна направлені в сторону різання. Полотно притискається до прутка тільки під час робочого ходу, а при зворотньому ході піднімається гідравлічним механізмом, що зменшує зношення полотна, ширина різу від ножівкового полотна менше ніж від дискових фрез, але продуктивність нижче.
Лискові пилки використовуються для різання прокату прутків, балок, різних профілів та труб. Пилки виготовляють складеними — диск виготовляють із вуглецевої сталі, а вставні зуби - із швидко ріжучої етапі.
Розрізання пилкою прутків виконують по-одному чи пакетом.
Фрикційна (беззуба) пилка являє собою тонкий стальний диск, який приводиться в рух від ел. двигуна зі швидкістю 1000-1400 м/сек. При подачі і обертанні диск внаслідок тертя нагріває метал, який починає плавитись. Розплавлений метал, який видаляється із розрізу самим же диском, який охолоджується повітрям і водою.
Фрикційними пилками можна розрізати загартовані стальні заготовки.
Відрізні верстати служать для розрізання круглих і шестигранних прутків, а також труб. Перевага цих верстатів - велика продуктивність.
Недолік - надто широкий проріз - 3...5 мм, що призводить до великих витрат металу. Інструмент - різець відрізний.
Застосовується розрізання на верстатах за допомогою тонкого абразивного круга (для розрізання прутків і труб). Ширина розрізу 2...3 мм - витрати металу незначні, продуктивність розрізання абразивним колом висока - пруток діаметром 050 мм розрізається за 5...6 секунд.
Заготовки можна розрізати на токарних, горизонтально-фрезерних (частіше), та на стругальних верстатах.
Центрування
Центруванню підлягають штучні заготовки (прутки, поковки, штамповки), які обробляються в центрах. Центрові отвори являються базовими поверхнями для декількох операцій, а також для правлення і перевірки деталей, які виготовляються.
Центрові отвори повинні мати достатні розміри, кут їх конусності повинен точно співпадуть з кутом конусності центрові отвори повинні знаходитися на одній вісі. Якщо не дотримуватися цих правил, центри верстата будуть швидко зношуватися.
На практиці частіше використовують центри верстатів, тому центрові отвори заготовок з кутом 60° . При обробці заготовок великих та важких кут конусності збільшується до 750 та 900.
У центровому отворі вершина центра верстата не повинна впиратися в заготовку.
Тому центрові отвори мають циліндричну частину малого діаметра d.
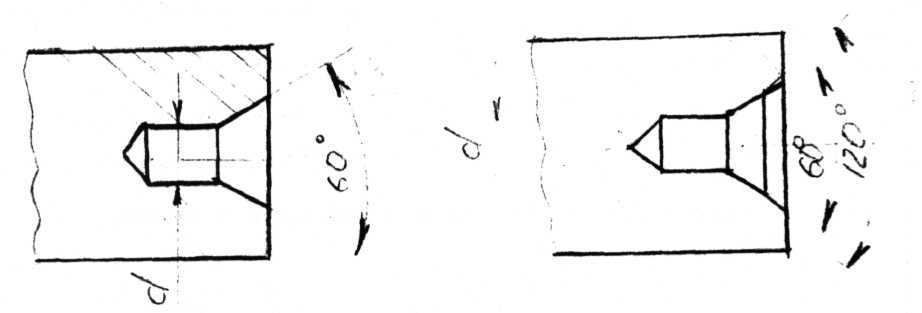
Рисунок 2. - Види центрових отворів
Центрові отвори іноді мають другу конічну поверхню (фаску) під кутом 120 с, яка призначена для запобігання основного конічного отвору під кутом 60°.
Центрування заготовок здійснюють на вертикально - свердлильних верстатах, горизонтально - розточних, токарних і револьверних верстатах, а в серійному і в масовому виробництвах - на спеціальних одно- та двосторонніх центрованих верстатах.
На горизонтально-фрезерних верстатах здійснюють центрування великих заготовок, двома інструментами, свердлом і зенкером.
На фрезерно - центрованих верстатах з заготовок спочатку фрезерують торцеві поверхні одночасно з двох кінців, після чого здійснюють центрування отворів комбінованими свердлами (центрованими).
При цьому заготовка базується в самоцентруючих призмах, а повздовжній рух заготовки обмежується упором.