

4.4. Проект провадження робіт
Після вивчення проекту автоматизації монтажна організація приступає до розробки проекту провадження робіт для конкретного об'єкту будівництва або видає завдання на його розробку проектно-конструкторській організації. Проект провадження робіт є основним документом по організації і виробництву монтажних робіт, у якому враховуються вимоги передової монтажної технології і передбачається максимальна індустріалізація монтажних робіт. Вимоги до складу і змісту проекту провадження робіт, визначаються «Інструкцією для складання проектів провадження робіт на монтаж систем автоматизації» ВСН 161-82.
Проект провадження робіт складається по робочій документації для визначених об'єктів і промислових комплексів силами ділянки підготовки виробництва монтажних управлінь або проектно-конструкторських організацій (в основному для великих і технічно складних об'єктів). На розробку проекту провадження робіт для конкретного об'єкта видається завдання, яким встановлюється склад і зміст проекту провадження робіт у залежності від технічної складності об'єкта автоматизації, якості основного проекту автоматизації й обсягу монтажних робіт. Завдання на розробку проекту провадження робіт затверджує головний інженер монтажного управління.
До складу проекту провадження робіт входять: пояснювальна записка; відомість фізичних обсягів робіт; монтажний генплан з розташуванням об'єктів автоматизації; схема такелажно-транспортних робіт; ескізи по розбивці потоків трубних і електричних проводок на блоки відповідно до проекту автоматизації й обліком фактичного розташування устаткування і будівельних конструкцій на об'єкті; мережний або лінійний графік на підготовчі і монтажні
13 роботи; графіки монтажу суміжними організаціями закладних деталей,
відбірних пристроїв і первинних приладів на технологічному устаткуванні і трубопроводах; графіки виконання будівельних споруд для монтажу систем автоматизації; графіки постачання для монтажно-заготівельних майстерень і об'єкту монтажних виробів із заводів галузевого головного керування, матеріалів і виробів генпідрядника і замовника; графіки постачання на об'єкт виробів монтажно-заготівельних майстерень (включаючи укрупнені вузли і блоки); графіки постачання для монтажно-заготівельних майстерень і об'єкту приладів і засобів автоматизації, що поставляються замовником, а також щитів; відомості заготівлі кабелів, проводів; відомість монтажних механізмів, інструменту і захисних засобів.
У пояснювальній записці до проекту провадження робіт подаються: загальні положення (коротка характеристика об'єкту й основних виконуваних робіт, перелік об'єктів, по яких розроблений проект провадження робіт, і т.п.); вказівки по технології підготовки і виробництва монтажних робіт (технічні рішення по індустріалізації робіт, обґрунтування виробничої заміни матеріалів і виробів, опис технологічно складних видів монтажних робіт, вказівка про переміщення і підйом важких і великогабаритних вузлів і блоків і т.п.); вказівки по техніці безпеки у відповідності зі СНиІІ-4-80.
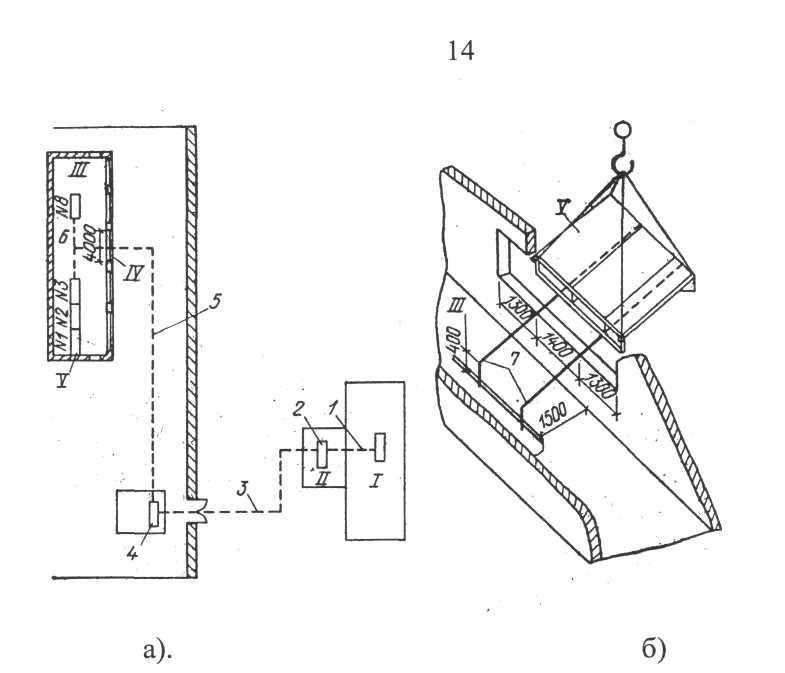
Рис.4.1. Схема такелажно-транспортних робіт
а - послідовні перевезення (пунктирна лінія) і встановлення блоку щита; б- підйом блоку щита в щитове приміщення; І- монтажно-заготівельна майстерня; II- площадка для навантаження блоків; III - щитове приміщення; IV - проріз; V - блок щита; 1- транспортування блоків на площадку для навантаження; 2 - навантаження і кріплення блоків на автомашину; 3 -транспортування блоків; 4 - стропування блоків і підйом їхнім мостовим краном; 5 - транспортування блоків мостовим краном у щитове приміщення; 6 - установка блоків у щитовому приміщенні; 7 - опорна конструкція зі швелера.
Відомість фізичних обсягів робіт складають по основних конструктивних елементах (щитах і пультах, кабелях і проводах, трубах металевих і пластмасових, приладах, регуляторах і виконавчих механізмах, запірній арматурі, посудинах, коробах, коробках, металоконструкціях, мостах і лотках, допоміжній апаратурі).
Монтажний генплан з розташуванням об'єктів автоматизації виконують на підставі будівельного генплану. На монтажному генплані показують: будинки, споруди і зовнішні установки, де будуть виконуватися монтажні
15 роботи; склади, тимчасові інвентарні і при об'єктні майстерні; постійні і
тимчасові транспортні шляхи.
Схема такелажно-транспортних робіт (рис. 4.1) являє собою схему маршруту переміщення укрупнених вузлів і блоків (масою більш 60 кг) від монтажно-заготівельної майстерні і складу до місця монтажу. При цьому по території об'єкту маршрут повинний бути нанесений на викопіювання з монтажного генплану, де вказують: місця встановлення вантажопідйомних механізмів; припустимі відстані наближення виступаючих частин автокранів до ліній електропередачі, будинків, естакад і до інших будівельних конструкцій; місця руху транспорту і пішоходів і площадки для складування вантажів; механізми і пристосування для виконання такелажно-транспортних робіт; послідовність перевезення і переміщення вантажів.
Ескізи по розбивці потоків трубних і електричних проводок на блоки складають на підставі робочої документації з врахуванням вимірів, виконаних на об'єкті.
Графік монтажу суміжними організаціями закладних деталей, відбірних пристроїв і первинних приладів на технологічному устаткуванні і трубопроводах складають на підставі: схем автоматизації і схем з'єднань і підключень зовнішніх проводів проекту автоматизації; планів розташування засобів автоматизації, електричних і трубних проводок і креслень технологічної частини проекту; заказної і специфікації приладів і засобів автоматизації і специфікації закладних деталей технологічної частини проекту.
Графік виконання будівельних споруд для монтажу систем автоматизації включає перелік приміщень, прорізів, каналів, траншей, закладних будівельних деталей і термінів, до яких будівельні організації повинні здати ці споруди під монтаж систем автоматизації. Графік складають на підставі креслень розташування засобів автоматизації, електричних і трубних проводок і креслень будівельної частини проекту. Графік постачання для монтажно-заготівельних майстерень і об'єкту приладів і засобів автоматизації складають на підставі заказних специфікацій проекту автоматизації.
16
Відомості заготівлі кабелів і проводів складають на підставі схеми зовнішніх електричних і трубних проводок, журналів електричних і трубних проводок, планів розташування засобів автоматизації, електричних і трубних проводок і вимірів на об'єкті. Відомість монтажних механізмів, інструменту і захисних засобів складається на підставі монтажного генплану, схеми такелажно-транспортних робіт з урахуванням вимог техніки безпеки.
Одним з головних напрямків удосконалювання інженерної підготовки виробництва є впровадження системи розробки проекту проведення робіт за допомогою засобів обчислювальної техніки.
4.5. Обладнання монтажної дільниці
4.5.1.Майстерня
Оснащення майстерні монтажної дільниці верстатним устаткуванням залежить від обсягу підготовчих робіт. При поставці монтажних деталей заводами, майстерні монтажної дільниці обладнуються верстатами в мінімальному обсязі.
Для монтажної дільниці необхідно мати в майстерні як мінімум наступне верстатне встаткування:
1) один токарний верстат для дрібних виробів і ремонтних робіт, наприклад верстат типу ТВ-16 або токарно-гвинторізний моделі 1К62;
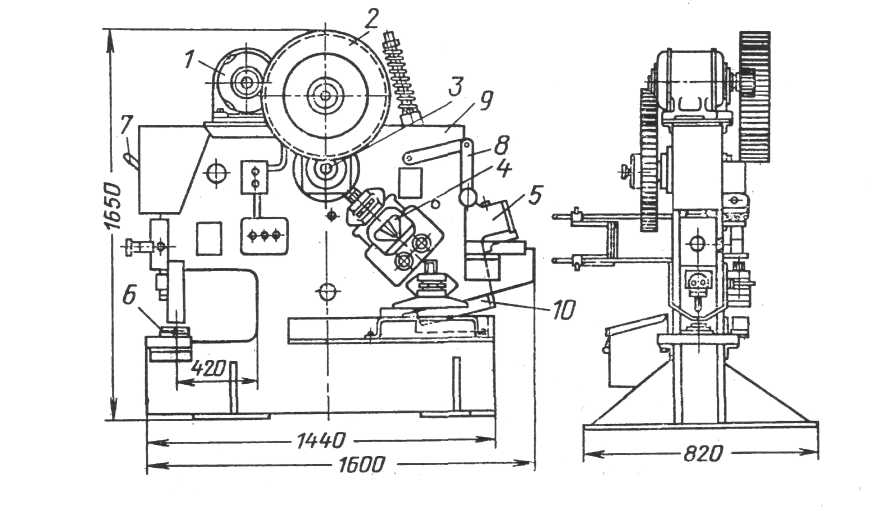
Рис. 4.2.. Прес- ножиці типу ПН-1М.
1 - електродвигун; 2 - зубчаста передача; 9 - ексцентриковий вал; 4 - ніж для поперечного різання сортового металу; 5-пуансон для вирубки полиць у кутовій сталі; 6 - механізм для пробивання отворів і штампування деталей; 7 й 8 - ручки керування; 9 - станина; 10 - механізм ножиць.
один стаціонарний свердлильний верстат з найбільшим діаметром свердління 20-25 мм, наприклад моделі 2А125;
два настільних свердлильних верстати з найбільшим діаметром свердління 12 мм, наприклад моделі СН-12А;
одні електричні прес-ножиці для різання листової і кутової сталі товщиною до 10 мм, наприклад типу ПН-1М (рис. 4.2);
одну електромеханічну ножівку;
два наждакових верстати на 2 камені;
дві труборізні машинки, наприклад типу СА-60М ;
один різьбонарізний верстат, наприклад типу С-225 (рис.4.3).

1 - коробка передач; 2 - муфта;3 - стіл; 4 - рукоятка подачі різьбонарізного механізму; 5 - ручка подачі стола.
При виборі типу свердлильних верстатів варто мати на увазі, що найбільший діаметр свердління визначає габаритні розміри (рис.4.4) оброблюваних деталей.

Рис. 4.4. Основні типорозміри вертикально-свердлильних верстатів.
Для свердління отворів по місцю використовуються переносні електродрилі різної потужності та перфоратори для свердління отворів в бетоні. Для різання металевих виробів і труб користуються кутовими шліфувальними машинками. їх також можна використати, користуючись сталевими щітками, шліфувальними або полірувальними колами, пилками або фрезами для підготовки поверхонь під зварювальні і оздоблювальні роботи, вирізки отворів у листових матеріалах і т.п..
У майстерні обладнається електрозварювальний пост, що складається із двох зварювальних трансформаторів. Для перевезення важких деталей і блоків прокладається монорейка для електротельфера вантажопідйомністю до 0,5 т.
Стаціонарна газозварювальна установка в майстерні звичайно не передбачається. Газозварювальні роботи виконуються за допомогою пересувних ацетиленових генераторів на місці монтажу.
Майстерня повинна мати площу, необхідну для розміщення верстатів, стелажів, шаф для технічної документації й іншого встаткування. Розрахунки необхідної площі майстерні виконуються звичайно в проекті виконання робіт.
При виготовленні на монтажній ділянці панелей щитів і пультів більших розмірів додатково передбачають установку наступного встаткування:
1) листоправні вальці для виправлення сталевих аркушів товщиною від 0,5 до 3 мм при ширині до 1000 мм, наприклад типу ВЛ-3;

Рис. 4.5. Машина для точкового зварювання типу АТП-25. 1- педаль керування; 2, 3 - електроди; 4, 5, 6, 7 -консоль, вісь, важіль і пружина; 8 - контактор; 9-12 - деталі приводу контактора.
верстат для вигинання листової сталі, наприклад типу ЛС-6, що допускає вигин аркуша товщиною до 3 мм при ширині до 2000 мм на кут до 130°;
прес або прес-ножиці для різання кутової сталі чи вирубування отворів у сталі товщиною до 3 мм, наприклад прес-ножиці типу 3-229А.
Отвори діаметром до 40 мм можна вирізати за допомогою електродриля з використанням фрези з напрямним центром. Електродриль закріпляють на спеціальному пристосуванні. Для вирізки прямокутних отворів можна використати спеціальні приставки до електродрилів.
При виконанні великого обсягу робіт по виготовленню щитів і пультів необхідно мати продуктивніше електрозварювальне встаткування майстерні, Зокрема , можна використати машину для точкового електрозварювання типу АТП-25 (мал..4.5) номінальною потужністю 25 кВ-А для зварювання аркушів товщиною до 3 мм.