Технические характеристики термопластавтомата
Модель термопласта – KuASY 410/100
Номинальное усилие замыкания- 1000 кН
Объём впрыска- 248
см.куб.
Cкорость
впрыска- 115 мм./сек
Давление впрыска-
164 МПа
Напряжение управления- 380
В
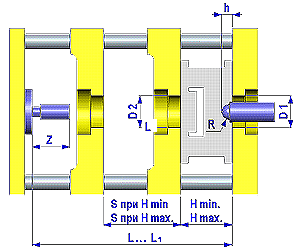
Размер Значение,
мм
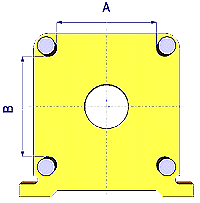
А 365
|
В 365
|
D 1 Ø=125 мм
|
D 2 Ø=125 мм
|
R 19 мм
|
L 700 |
L1
|
Н мин. 160
|
Н макс. 420
|
h 40
|
S при Н мин. 540
|
S при Н макс. 280
|
Z 80 |
Технические характеристики участка пластмасс
1.Требование к полам:
На участке пластмасс предусматривается реконструкция полов. Расчетная нагрузка оборудования составляет 2,3 т/м2. ТПА (термопластавтоматы) устанавливаются на фундаменты с установкой на виброопоры в соответсвии с паспортом машины и на металлические поддоны. Полы должны быть абсолютно ровными. Рекомендуется металлическая плитка.
В указанных на планировке местах , необходимо изготовить пологий спуск в двух местах для транспортировки ручной тележкой высушенное сырье к ТПА.
2. Требования от
2.1 Производство по переработке пластмасс относится к категории производства по взрыво- пожароопасности к категории «В», класс ответственности здания, сооружения- П, степень огнестойкости ША
Основные условия, обеспечивающих безопасность:
1). Соблюдение параметров режима обезвреживания выбросов.
2). Заземления оборудования.
3).Исправность аппаратуры, машин, электрооборудования и коммуникаций,
4). Контроль за исправностью предохранительных приборов, сигнализации, блокировок.
5)Ограждение перилами высотой 1м технологических площадок и лестниц.
6)Обеспечение естественного освещения через оконные и фонарные световые проемы помещений.
Вентиляционные агрегаты устанавливаются на виброизолирующих основаниях и соединяются с воздуховодами через эластичные вставки.
Выброс воздуха в атмосферу осуществляется над кровлей здания.
Вентиляционные системы снабжены приборами контроля и автоматики, позволяющим осуществить дистанционное управление вытяжной системой.
В помещение дробилок выполняются дополнительные мероприятия по снижению шума (шумопоглощающие перекрытия)
Мощность производства
Расчет произведен на программу 5000 комбайнов в год.
Номенклатура выпускаемых деталей – 180 шт.
Технологический процесс производства деталей из пластмасс состоит:
-прием и подготовка сырья;
-формование деталей;
-механическая доработка и обработка ;
-складирование и отправка готовой продукции;
-переработка отходов.
На участке подготовки сырья материал подвергается :
1)Сушке(ПА, АБС, Дакрил, САН) , при необходимости подсушивается ПЭ
2)Смешиванию (с красителем, вторичкой ит.д.)
3)Вторичный материал пропускается через магнитную плиту во избежание попадания в основной материал металлических включений.
Перерабатываемые материалы: АБС, Дакрил, ПП, ПЭНД, ПЭВД, УПС, ПА, САН.
Производство деталей из термопластов методом литья под давлением на литьевых машинах KuASy. объемом впрыска от 95 до 860 см3На участке литья под давлением:
При переработке термопластичных материалов на ТПА предварительно производится сушка гранулированного материала в течении 8-12 часов в сушках. Высушенное сырье подается в бункеры ТПА вручную. Из бункера ТПА сырье поступает в материальный цилиндр с электрическим обогревом, где гранулы размягчаются, материал гомогенизирует, расплавляется и через сопло впрыскивается в полость пресс-формы. Выделяющиеся в зоне дегазации вместе с парами влага, пары, органические вещества всасываются вентиляцией и удаляются в атмосферу.
Литьевая форма охлаждается водой захоложенной. В результате охлаждения происходит отверждение изделия в форме.
Детали в автоматическом режиме падают в тару, а в полуавтоматическом- снимаются вручную.
Литейщица обрезает литник, облой и укладывает в тару годной продукции. Литники собираются в тару по маркам материала и в конце смены отвозятся на участок дробления.
Годную продукцию упаковывают в тару, согласно техпроцессу и оправляют на склад готовой продукции.
В случае дополнительной доработке, детали отправляются на участок мехобработки, для сверления отверстий, обрезки и зачистки облоя.
Переработка отходов:
Собранные по маркам материала отходы(литники, бракованные детали, слитки, образующиеся при наладке и пуске оборудования) транспортируются на участок дробления. Дробленные отходы, хранятся в мешках с указанием марки материала, числа и года дробления. Складываются на стеллаж и используются по техпроцессу.
Безвозвратные отходы, затариваются в мешки и зашиваются, сверху наклеивается бирка с указанием материалов и даты.
Контроль продукции
Контроль качества продукции производится 1).литейщиком на рабочем месте; 2). Контролером БТК , согласно техпроцессу. Контроль наличия горючих и токсичных паров, газов и пыли осуществляется периодически лабораторией лектрооборудование и аппаратура, входит в состав технологического борудования и соответствует классу зоны по ПУЭ-76. Для ограничения количества горючих материалов, одновременно находящихся на рабочих местах и в производственных помещениях предусмотрены: своевременная отправка с рабочих мест отходов и готовой продукции, очистка воздуховодов местных отсосов от отложений пыли и нагара, отсутствие промасленных тряпок, ветоши и пр.
С целью изоляции горючей среды предусмотрено: смена масла в гидросистемах при помощи самозаходных маслозаправочных установок, устройство поддонов под литьевые машины для сбора масла при утечках и т.д.