2. Технические материалы, характеризующие базовое изделие.
Техническое задание
Проектирование и изготовление пресс-форм |
Проектирование и изготовление 4-х местной пресс-формы. |
Предусмотреть на подвижной и неподвижной плитах формы пазы для крепления к ТПА болтами |
|
Предусмотреть четыре сменных знака под разную усадку для размерной точности детали на размеры отверстий , межцентровый размер двух отверстий, центрального паза или рассчитать с учетом возможной замены материала под усадку 1,75% |
|
Информация об изделии
Наименование и обозначение |
Глазок 081.27.04.004 |
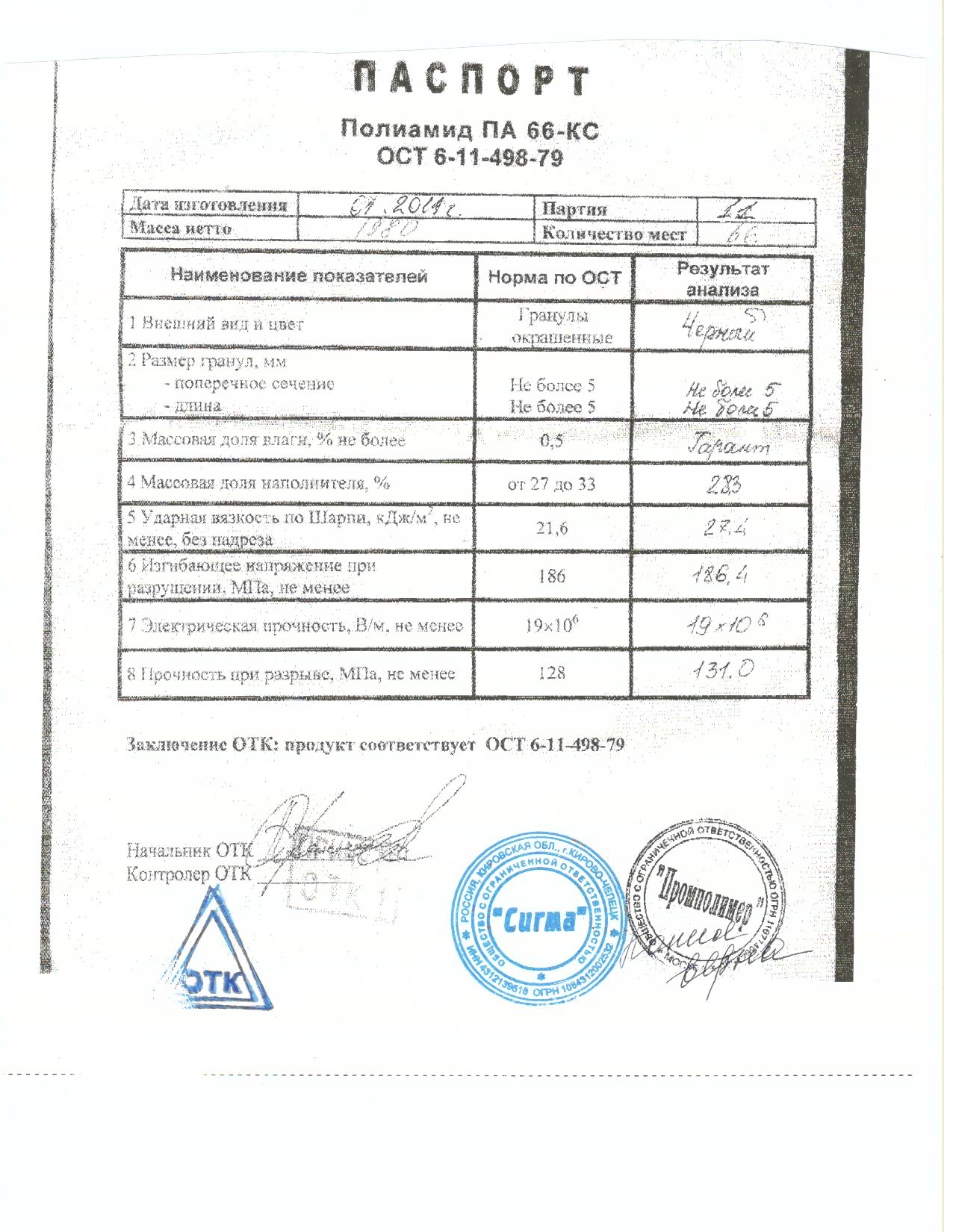
Материал |
ПА 66 КС |
Учесть усадку материала |
0,6% |
Вид конструкторской документации на изделие
Чертеж детали для согласования |
чертеж |
Математическая модель |
модель |
Информация о термопластавтомате
Модель определена заказчиком |
KuASy 410/100 |
Тип литниковых каналов
Литниковая система |
Холодноканальная литниковая система |
Впуск |
Ленточный (предпочтительней- туннельный) |
Конструктивные особенности отделения литника
|
автоматический |
Требования заказчика к пресс-форме
Количество смыканий |
150 000 смыканий |
Количество мест (гнезд) пресс-форме |
4 |
Работа (режим): |
автоматический |
Материал формообразующих |
40Х13 или 40Х |
Твёрдость пресс-формы -калёная |
40…. HRСэ |
Покрытие пресс-формы |
Хромирование(сталь40Х) |
Полировка формы -чистота поверхности. |
Полировка ,чистота формующей поверхности 0,16 |
Цех
|
1.1АКТ № от 03.10.11 г. № чертежа детали : 081.27.04.004 Наименование детали : Глазок Марка материала: ПА-66-КС ОСТ 6-11-498-79 |
УТВЕРЖДАЮ Главный металлург
|
||||||||||||||||||||||||||||||
33 |
||||||||||||||||||||||||||||||||
Масса литниковой системы в отливке, кг |
Количество деталей в отливке, 4 шт. |
Принятая масса литниковой системы, кг |
||||||||||||||||||||||||||||||
1 |
2 |
3 |
4 |
5 |
Общая масса литниковой системы в 5 отливках, кг |
Средняя масса литниковой системы в 1 отливке, кг |
на 1 отливку |
на 1 деталь |
||||||||||||||||||||||||
0,0144 |
0,0144 |
0,0144 |
0,0144 |
0,0144 |
0,072 |
0,0144 |
0,0144 |
0,0036 |
||||||||||||||||||||||||
Масса деталей, кг |
Принятая масса одной детали, кг |
|||||||||||||||||||||||||||||||
Провесы |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Общая масса 10 шт. |
Средняя масса 1 шт. |
||||||||||||||||||||
Масса детали в одном провесе |
0,031 |
0,0992 |
0,0992 |
0,0992 |
0,0992 |
0,0992 |
0,0992 |
0,0992 |
0,0992 |
0,992 |
0,0992 |
0,0992 |
0,0992 |
|||||||||||||||||||
Главный специалист ТБ ОГМет |
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
Начальник цеха ЦАЛ иМО
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||||||||
Старший мастер |
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||