

1.2.1. Расчет прокатного производства:
Цех среднего проката
Определяем плановый объем цеха выпускающего готовую продукцию по формуле (1.1):
Кр(i)= 1,06 Пгп=1,8 млн.т = 1800 тыс.т
Ппп(i)= 1,06*1800=1908 тыс.т
Определяем потребное число прокатных станов по формуле (1.3):
Па(i)=1500 тыс.т A(p)=0,8
Na(i)=1908/1500*0,8=1,0176 =2 ед.
Определим фактическую производительность прокатных станов по формуле (1.5):
Ппп=1500*2=3000 тыс.т
Определяем резерв производственной мощности прокатных станов по формуле (1.6):
Ра(i)=3000-1908=1092 тыс.т
Заготовочный цех
Определяем плановый объем для цеха выпускающий промежуточную продукцию по формуле (1.2):
Кр(i)=1,05 Ппп(i)= 1908*1,05= 2003,4 тыс.т
Определяем потребное число полуфабрикатных станов по формуле (1.4)
Na(i)= 2003,4/5000*0,8= 0,320544=1ед.
Определим фактическую производительность полуфабрикатных станов по формуле (1.5):
Ппп=5000*1=5000тыс.т
Определяем резерв производственной мощности полуфабрикатных станов по формуле (1.6):
Ра(i)=5000-2003,4= 2996,6 тыс.т
Рисунок 1.2 Схема основных материальных потоков прокатного производства
1.2.2. Расчет материальных потоков сталеплавильного производства
Определяем плановый объем цеха выпускающего готовую продукцию по формуле (1.7):
Кр(i)=1,05 Пс(i)= 2003,4*1,05= 2103,57 тыс.т
Определяем потребное число агрегатов по формуле (1.8):
Па(i)=2475 тыс.т
Na(i)= 2103,57/2475 =1 ед.
Определяем фактический объем выплавляемой стали Пс(i) по формуле (1.9)
Пс(1)= 2475*1=2475 тыс.т
Определяем излишки стали по формуле (1.10):
Ис(i)= 2475- 2103,57= 371,43 тыс.т в год
Табл.1.1 - Выбор типа сталеплавильного агрегата
Тип агрегата (т) |
Годовая производительность(тыс.т |
Кол-во агрегатов(ед. |
фактический объем производства(тыс.т) |
Излишки(тыс.т) |
принятый тип |
150 |
2475 |
1 |
2475 |
371,43 |
принемаем |
200 |
3185 |
1 |
3185 |
1081,43 |
|
300 |
4610 |
1 |
4610 |
2506,43 |
|
400 |
5840 |
1 |
5840 |
3736,43 |
|
ОНРС
Определяем плановый объем цеха выпускающего готовую продукцию по формуле (1.7):
Кр(i)=1,05 Пс(1)=2475 тыс.т
Ппп=2475/1,05=2357,1 тыс.т
Определяем потребное число агрегатов по формуле (1.8):
Па(i)=1000 тыс.т
Na(i)=2475/1000=3 ед.
Определяем фактический объем Пс(2) по формуле (1.9):
Пс(2)=1000*3=3000 тыс.т
Определяем излишки стали по формуле (1.10):
Ис(i)= 3000-2475=525 тыс.т в год
Определяем излишки стали на внешнюю среду:
Ис(i)= 2357,1-2003,4=353,7 тыс.т в год
Определяем потребность в чугуне и скрапе:
Пчуг.=0.83 *2475=2054,25 тыс.т
Пскр.=0,31*2475=767,25 тыс.т
Рисунок 1.3 -Схема распределения стали в сталеплавильном производстве
1.2.3. Расчет доменного цеха, агломерационной фабрики и коксохимического цеха.
Аналогично выше приведённым расчётам, производим расчёт материальных потоков доменного цеха.
Табл.1.2 - Выбор типа доменной печи по минимуму излишков
Объем агрегата (т) |
Годовая производительность(тыс.т) |
Кол-во агрегатов (ед.) |
фактический объем производства(тыс.т) |
Излишки (тыс.т) |
принятый тип |
2700 |
1930 |
2 |
3860 |
1805,75 |
|
3200 |
2280 |
1 |
2280 |
225,75 |
принимаем |
5000 |
3570 |
1 |
3570 |
1515,75 |
|
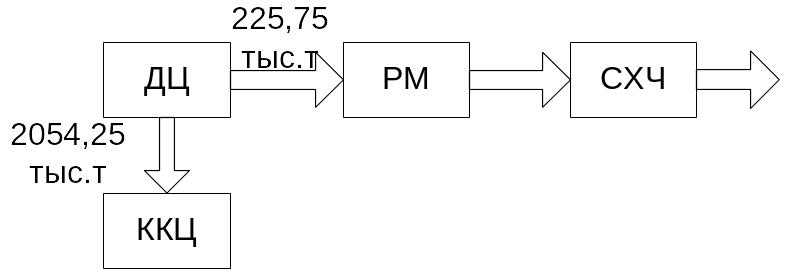
Рисунок 1.4 -Схема распределения чугуна в доменном производстве
Определим потребность в агломерате и коксе:
Пагломерат=2280*1,24=2827,2 тыс.т Пкокс=2280*0,44=1003,2 тыс.т
Ппп= Пагломерат =2827,2 тыс.т,
Аналогично выше приведённым расчётам, производим расчёт материальных потоков агломерационной фабрики.
Табл. 1.3 - Выбор типа агломашин по минимуму излишков
Площадь агрегата (т) |
Годовая производительность(тыс.т) |
Кол-во агрегатов(ед.) |
фактический объем производства(тыс.т) |
Излишки(тыс.т) |
принятый тип |
252 |
3870 |
1 |
3870 |
1042,8 |
принимаем |
280 |
4300 |
1 |
4300 |
1472,8 |
|
300 |
4610 |
1 |
4610 |
1782,8 |
|
400 |
6140 |
1 |
6140 |
3312,8 |
|
500 |
7680 |
1 |
7680 |
4852,8 |
|
Определяем потребность аглофабрики в рудном концентрате
Пр.к.=3870*0,85=3289.5 тыс.т
Аналогично выше приведённым расчётам, производим расчёт материальных потоков коксохимического цеха.
Табл.1.4 - Выбор типа коксовых батарей по минимуму излишков
Объем агрегата (т) |
Годовая производительность(тыс.т) |
Кол-во агрегатов(ед.) |
фактический объем производства(тыс.т) |
Излишки(тыс.т) |
принятый тип |
50 |
2470 |
1 |
2470 |
1466,8 |
|
40 |
1410 |
1 |
1410 |
406,8 |
|
36,5 |
1290 |
1 |
1290 |
286,8 |
|
32,5 |
1240 |
1 |
1240 |
236,8 |
принимаем |
29,3 |
860 |
2 |
1720 |
716,8 |
|
Определяем потребность коксохимического цеха в угле
Пуголь =1249,0*1,285=1605,0 тыс.т
1.2.4. Составление транспортно-технологической схемы металлургического комбината полного цикла.
Табл.1.5 – Технологические параметры завода
Цех |
Продукция
|
Произв-ные агрегаты |
Произв-ная мощность цеха, тыс.т. |
куда направ-ляются излишки |
основные матер. потоки цехов, тыс.т. |
|||
произв., тыс.т. |
кол-во |
пла-новая |
фактическая |
излиш-ки (резерв) |
||||
АФ |
агломерат |
3870,0 |
1 |
2827,2 |
3870,0 |
1042,8 |
ВС |
3870,0 |
КХЦ |
кокс |
1240,0 |
1 |
1003,2 |
1240,0 |
236,8 |
ВС |
1240,0 |
ДЦ |
чугун |
2280,0 |
1 |
2054,25 |
2280,0 |
225,7 |
РМ |
2280,0 |
ККЦ |
сталь |
2475,0 |
1 |
2103,57 |
2475,0 |
371,43 |
ОНРС |
2475,0 |
ОНРС |
слитки |
1000,0 |
3 |
2357,1 |
3000,0 |
353,7 |
ВС |
2357,1 |
ЦЗ |
Прокатная заготовка |
5000,0 |
1 |
2003,4 |
5000,0 |
2996,6 |
– |
2003,4 |
ЦСП |
Средний сорт |
1500,0 |
2 |
1908,0 |
3000,0 |
1092,0 |
– |
1800,0 |
 Рисунок
1.5
- Транспортно-технологическая
схема комбината
Рисунок
1.5
- Транспортно-технологическая
схема комбината