

2 Технологічний процес виготовлення зварної конструкції
2.1 Розчленування конструкції на вузли та деталі
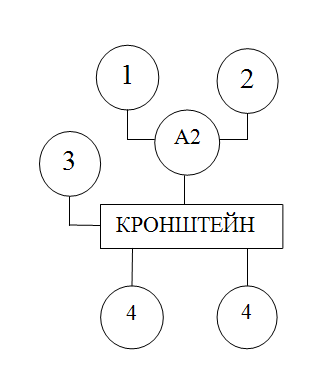
Кронштейн складається з п’яти деталей: лівої стінки, правої стінки, задньої стінки, верхньої та нижньої полки. Характеристика деталей вузла наведені в таблиці 2.1
Таблиця 2.1 – Деталювання конструкції
Позиція |
Найменування |
Габаритні розміри ,мм |
Кількість |
Маса ,кг |
|
Одиниці |
Загальна |
||||
1 |
2 |
3 |
4 |
5 |
6 |
1 |
Полка верхня |
675х500х30 |
1 |
10,1 |
10,1 |
2 |
Стінка задня |
425х500х30 |
1 |
6,3 |
6,3 |
3 |
Полка нижня |
325х325х20 |
1 |
2,1 |
2,1 |
4 |
Стінка |
985х395х20 |
2 |
4,8 |
9,6 |
2.2 Заготівельні операції
Матеріали для кронштейну виготовляються зі стандартного листового металопрокату. Перед виготовленням конструкції металопрокат підлягає очищенню з метою видалення з поверхні забруднення, мастила, іржі, окалини, вологи, зазубрин, ускладнюючих процес зварювання,викликаючи дефекти зварних швів.
Гарячекатаний прокат очищують від окалини та іржі до його обробки. Заусениці та грат зачищують після штамповки та різання. Очищення проводять механічними (дробеструйна та дробеметна машини) та хімічними методами.
Дробеметна очистка в порівняні з дробеструйною значно дешевше, більш продуктивніша, забезпечує повну механізацію робіт. Недоліком дробеметної очистки є інтенсивний знос лопаток дробеметних апаратів.
Металопрокат конструкції зачистити до основного металу механічним методом дробеметною очисткою на машині мод 24583. Технічні дані дробеметної машини вказані в таблиці 2.2
Після очищення металопрокат надходить на правильні стани. Листовий прокат потребує виправлення у тому випадку, якщо металургійний завод поставляє прокат у невиправленому стані, а також, якщо деформації виникли при завантаженні, розвантаженні чи транспортуванні. Виправлення відбувається створенням місцевої пластичної деформації і звичайно виконується у холодному стані. Щоб попередити втрату пластичності значення відносного залишкового подовження (∆) обмежують площадкою текучості. На практиці це роблять наступним чином – скорочують хід штовхача при виправлені на пресах та радіус валка на вальцях. І після пластичної деформації має прямолінійні кромки, тому листи необхідно різати під розмір не тільки по довжині, а й по ширині.
Таблиця 2.2 ─ Технічні дані дробеметної машини мод. 24583
Параметри |
Показники |
Габаритні розміри очищуваних виробів, мм |
1700×1450×700 |
Діапазон швидкостей рольганга, м/хв |
1,0 |
Продуктивність очистки листового прокату при максимальній ширині листа, кв.м/хв |
9,0
|
Маса дробу, що викидається дробеметними апаратами, кг/хв |
800 |
Споживана потужність електродвигунів, кВт |
75 |
Габаритні розміри, мм |
6400×3600×7786 |
Маса, т |
30 |
 Для
листів δ = 0,5…50,0 мм хвилястість усувають
на багато валкових машинах з кількістю
валків не менше 5. Виправлення досягається
багаторазовим вигином при пропусканні
листів поміж верхніми та нижніми рядами
валків, які розташовані у шаховому
порядку. Правлення виконуємо на
листоправильній машині МЛЧ-1725 технічні
дані, якої наведені в таблиці 2.3.
Для
листів δ = 0,5…50,0 мм хвилястість усувають
на багато валкових машинах з кількістю
валків не менше 5. Виправлення досягається
багаторазовим вигином при пропусканні
листів поміж верхніми та нижніми рядами
валків, які розташовані у шаховому
порядку. Правлення виконуємо на
листоправильній машині МЛЧ-1725 технічні
дані, якої наведені в таблиці 2.3.
Таблиця 2.3 – Технічні дані листоправильної машини МЛЧ 1725
Параметри |
Показники |
Швидкість правки, м/хв |
9,3 |
Максимальна товщина рихтованого листа, мм |
25 |
Максимальна ширина рихтованого листа, мм |
1700 |
Потужність головного електроприводу, кВт |
22 |
Габаритні розміри, мм |
3200×3100×1750 |
Маса, кг |
15750 |
 Дана
листоправильна машина складається з 7
валків діаметром 250 мм
Дана
листоправильна машина складається з 7
валків діаметром 250 мм

Рисунок 2.4 – Схема виправлення у листоправильних вальцях
Різання металу є однією з найвідповідальніших та трудомістких операцій. Попредньо рекомендується накреслити ескізи простих деталей, побудувати розгорненя деталей складної форми. Такі ескізи ─ первинний матеріал для вибору чорнового металу по сортаменту. Для різання листової низьковуглецевої сталі товщиною від 6…100 мм використовуємо газорізальна машину “Факел-Ш” ─ призначеної для фігурної та прямолінійної різки деталей вертикальним різаком. Машина може найбільш ефективно використовуватись при вирізці деталей та заготівок у великій кількості, так як при цьому можна відпрацювати технологічний процес, забезпечуючий високу точність та чистоту обробки. Машина комплектована електроприводом 220 В та має плавне регулювання швидкості переміщення для вибору оптимального режиму різки в залежності від товщини матеріалу заготівки. Машина стандартно комплектується горілкою зі змінними соплами.Технічні характеристики газорізальної машини “ Факел – Ш “ показані в таблиці 2.
Таблиця 2.4 ─ Технічні характериситки газорізальна машини “ Факел – Ш “
Параметри |
Показники |
Кількість різаків |
1 |
Товщина ріжучого металу, мм (сталь) |
6…100 |
Швидкість різання, мм/хв |
50…750 |
Максимальний діаметр вирізуваних отворів, мм |
600 |
|
1200 |
Максимальний розмір для прямокутного порізу, мм |
400×900; 450×750 |
Напруга, В |
220 |
Частота живлячої мережі, Гц |
50 |
Противага, кг |
9 |
Габаритні розміри, мм |
1190×335×800 |
Маса, кг |
35 |
 Максимальна
довжина різу, мм
Максимальна
довжина різу, мм
Щоб отримати два отвори в стінці діаметром 60 мм використаємо радіально-свердлувальний верстат 2А576 технічні характеристики якого наведені в таблиці 2.5
Таблиця 2.5 – Технічна характеристика радіально-свердлувального верстата 2А576
Параметри |
Показники |
Найбільший умовний діаметр свердлінняв сталі 45, мм |
80 |
Найбільша відстань від осі шпинделя до створюючої колони, мм |
2500 |
Найбільша відстань від торця шпинделя до робочої поверхні фундаментної плити, мм |
2000 |
Кінець шпинделя |
з конусністю 7:24 50АТ 5 |
Кількість швидкостей шпинделя |
24 |
Частота обертання шпинделя, об/хв |
9…1800 |
Регулювання механічних подач шпинделя |
безступінчате |
Подача шпинделя, мм/хв |
2…1600 |
Потужність, кВт |
7,5 |
Габаритні розміри, мм |
4180×1280×4155 |
Маса, кг |
11850 |