

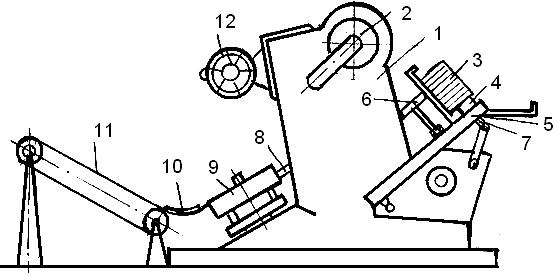
Характеристика пенопластов. Функциональная схема и принцип действия линии для мелкосерийного производства пенопластовой тары беспрессовым методом.
Определение
пенопластов и область их применения в
упаковке. Для производства упаковки
наиболее широко применяются вспенивающийся
полистирол; пенополиуретан;
пенополивинилхлорид; пенополиэтилен;
реже пенопласты на основе пеноэпоксидов.
Процесс изготовления тары беспрессовым
методом включает следующие операции:
предварительное вспенивание исходного
материала; созревание вспененных гранул;
ф ормование
изделий; сушку отформованных изделий.
1-ванна с горячей водой; 2-корзины;
3-центрифуга; 4-этажерка; 5-противни с
гранулами; 6-формы; 7-конвейер цепной;
8-люльки; 9-стол сборки форм; 10-ванна с
горячей водой; 11-ванна с холодной водой;
12-стол разборки форм; 13-готовые изделия.
ормование
изделий; сушку отформованных изделий.
1-ванна с горячей водой; 2-корзины;
3-центрифуга; 4-этажерка; 5-противни с
гранулами; 6-формы; 7-конвейер цепной;
8-люльки; 9-стол сборки форм; 10-ванна с
горячей водой; 11-ванна с холодной водой;
12-стол разборки форм; 13-готовые изделия.
Состав автоматизированного комплекса для производства пенополистирольной тары беспрессовым методом, функциональная схема и принцип действия одной из входящих машин.
Автоматизированный комплекс АПН7.034 включает в себя установку предварительного вспенивания (рис.А), бункер вылеживания гранул (рис.Б) и машину формования (рис.В).
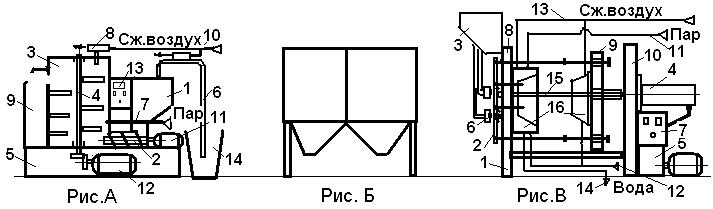
Рис. А: 1-бункер; 2-загрузочное устройство; 3-камера вспенивания; 4-мешалка; 5-основание; 6- инжекционный шланг; 7-паропровод; 8-инжекционный отсос; 9-емкость для вспененных гранул; 10-пневмомагистраль; 11 и 12 – электродвигатели; 13-пульт управления; 14-емкость с исходными гранулами.
Рис.В: 1-станина; 2-съемник; 3-бункер;4-гидроцилиндр; 5-гидростанция; 6-наполнители; 7-блок управления; 8-передняя плита; 9-подвижная плита; 10-задняя плита станины; 11-паропровод; 12-подводящая и 14-сливная магистраль охлаждающей воды; 13-пневмомагистраль; 15-направляющие колонки; 16-полуформы.
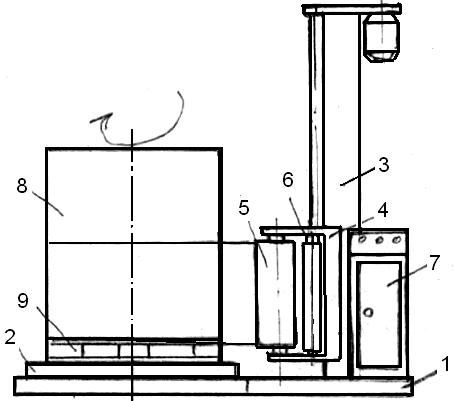
Сущность процесса ротационного формования крупногабаритной полимерной тары и разновидности применяемых машин и оснастки; функциональная схема и принцип действия двухшпиндельной ротационной установки.
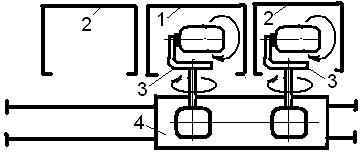 Для
изготовления крупногабаритной полимерной
тары применяют экструзионно-выдувные
агрегаты с копильниками расплава и
ротационные машины. Машины для ротационного
формования классифицируются: на
периодического и непрерывного действия;
со стационарными шпинделями, шпинделями,
перемещаемыми по замкнутой траектории
и возвратно-поступательно, а также
карусельные; по способу нагрева формы
– горячим воздухом, расплавами солей,
ИК-нагревателями, открытым газовым
пламенем, маслом или другими жидкими
теплоносителями. Большое значение имеет
правильный выбор частоты вращения формы
вокруг главной N1,
вспомогательной
N2,
осей и
передаточного числа R=
N1/
(N1-
N2).
Исходные продукты в форму подаются в
порошкообразном виде, в виде паст или
мономеров.
Для
изготовления крупногабаритной полимерной
тары применяют экструзионно-выдувные
агрегаты с копильниками расплава и
ротационные машины. Машины для ротационного
формования классифицируются: на
периодического и непрерывного действия;
со стационарными шпинделями, шпинделями,
перемещаемыми по замкнутой траектории
и возвратно-поступательно, а также
карусельные; по способу нагрева формы
– горячим воздухом, расплавами солей,
ИК-нагревателями, открытым газовым
пламенем, маслом или другими жидкими
теплоносителями. Большое значение имеет
правильный выбор частоты вращения формы
вокруг главной N1,
вспомогательной
N2,
осей и
передаточного числа R=
N1/
(N1-
N2).
Исходные продукты в форму подаются в
порошкообразном виде, в виде паст или
мономеров.
На рис.: 1-камера нагрева; 2-камера охлаждения; 3-шпиндель; 4-каретка подвижная.
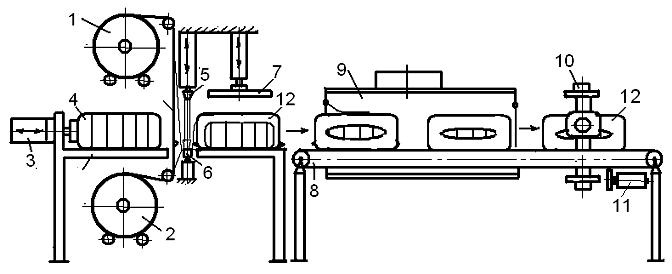 Область
применения, функциональная схема и
принцип действия оборудования для
обандероливания транспортных пакетов
термоусадочной пленкой с двух рулонов.
Область
применения, функциональная схема и
принцип действия оборудования для
обандероливания транспортных пакетов
термоусадочной пленкой с двух рулонов.
На рис.: 1 и 2-верхний и нижний рулоны пленки; 3-механизм подачи пакета; 4-пакет упаковываемых изделий; 5 и 6-верхняя и нижняя сварочные линейки с пневмоприводами; 7- прижим; 8-транспортер; 9-тунельная камера конвективного нагрева; 10-блок вентиляторов; 11-пневмопривод транспортера; 12-групповая упаковка (бандероль).
Функциональная схема и принцип действия автоматической линии мод. РKS-2 КОМПАКТ фирмы “Мollers”, скрепляющей транспортные пакеты чехлами и контрчехлами из рукавной термоусадочной пленки.
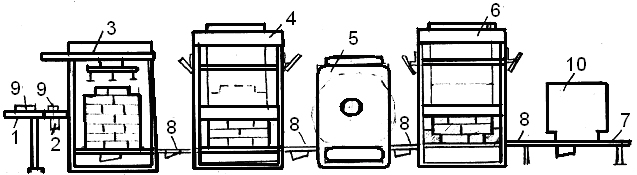 На
рис.: 1-конвейер; 2-ориентирующее устройство;
3-автомат-укладчик пакетов; 4-автомат
надевания чехла с электролучевой усадкой
пленки; 5-станция кантования пакетов;
6- автомат надевания контрчехла с
электролучевой усадкой пленки; 7-станция
приема готовых пакетов; 8-транспортеры;
9-упаковочные единицы; 10-готовый
транспортный пакет.
На
рис.: 1-конвейер; 2-ориентирующее устройство;
3-автомат-укладчик пакетов; 4-автомат
надевания чехла с электролучевой усадкой
пленки; 5-станция кантования пакетов;
6- автомат надевания контрчехла с
электролучевой усадкой пленки; 7-станция
приема готовых пакетов; 8-транспортеры;
9-упаковочные единицы; 10-готовый
транспортный пакет.
Р
 азновидности
ротационных машин, скрепляющих
транспортные пакеты растягивающимися
полимерными пленками; функциональная
схема и принцип действия одной из них.
азновидности
ротационных машин, скрепляющих
транспортные пакеты растягивающимися
полимерными пленками; функциональная
схема и принцип действия одной из них.
подразделяются: на машины с вращающимся пакетом; на машины и с неподвижным пакетом, вокруг которого вращается обертывающее устройство; а также на машины со стационарным и вертикально перемещающимся рулоном (особенности исполнения, достоинства и недостатки).
На рис.: 1-основание; 2-поворотная платформа; 3-стойка; 4-каретка с рулоноразматывающим механизмом 5 и валковым механизмом 6 растяжения пленки; 7-пульт управления; 8-транспортный пакет; 9-поддон.
Оборудование для резки и предварительной подготовки жести; автоматические ножницы для поперечной резки рулонной жести.
Поставляется
жесть на предприятия в виде ленты
смотанной в рулоны весом до 10 тон. Ее
предварительная подготовка к изготовлению
банок включает: размотку ленты с рулонов,
ее правку и поперечную резку на мерные
листы; подготовку листов к покрытию
(сортировка, очистка и обрезка на дисковых
сдвоенных ножницах); грунтование,
декорирование и лакирование поверхности
листов. Автоматические ножницы
обеспечивают резку ленты ш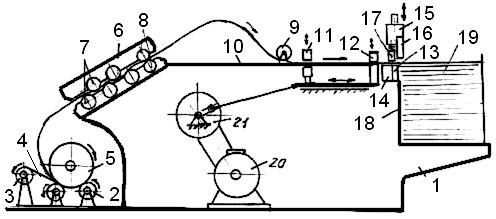 ириной
до 380мм на мерные листы кратные шагу
подачи в 380 мм с производительностью
от100 до 200 штук в минуту. На рис.: 1-станина;
2-обрезиненные валики; 3-валик наматывающий
ленту; 4-бумажная лента; 5-рулон жести;
6-правильное устройство; 7-правильные
валки; 8- валковая подача; 9-направляющий
ролик; 10-стол; 11-неподвижный и
12-перемещающийся захваты клещевой
подачи; 13-неподвижный нож ножниц;
14-прижимная планка; 15-подвижная траверса,
несущая нож 16 и подпружиненные пальцы
17; 18-магазин; 19-стопа нарезанных листов.
ириной
до 380мм на мерные листы кратные шагу
подачи в 380 мм с производительностью
от100 до 200 штук в минуту. На рис.: 1-станина;
2-обрезиненные валики; 3-валик наматывающий
ленту; 4-бумажная лента; 5-рулон жести;
6-правильное устройство; 7-правильные
валки; 8- валковая подача; 9-направляющий
ролик; 10-стол; 11-неподвижный и
12-перемещающийся захваты клещевой
подачи; 13-неподвижный нож ножниц;
14-прижимная планка; 15-подвижная траверса,
несущая нож 16 и подпружиненные пальцы
17; 18-магазин; 19-стопа нарезанных листов.
Функциональная схема и принцип действия автоматической линии модели Б4-СКБМ, предназначенной для изготовления корпусов сборных жестяных банок.
Работает линия в последовательно-параллельном цикле и состоит из корпусообразующего агрегата, работающего в шаговом режиме, и паяльного агрегата, работающего с непрерывно перемещающимися заготовками. На рис.: 1-фундаментная плита;
2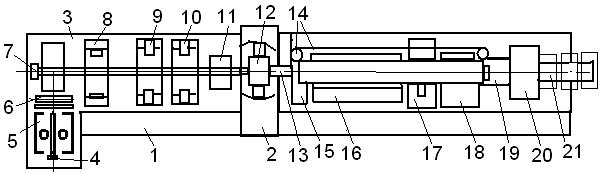 -литая
арка; 3-стол; 4-механизм поперечной подачи
бланков; 5-магазин бланков; 6-вальцовочная
станция; 7-механизм шагового перемещения
бланков; 8-механизм надрезки и обсечки
краев; 9 и 10-механизмы предварительной
и окончательной загибки кромок бланка;
11-капельница со щеткой для флюсования;
12-механизм сворачивания корпуса и
склепывания шва; 13-рог передачи корпусов;
14-цепной транспортер; 15-механизм
флюсования; 16-паяльное устройство;
17-механизм очистки шва; 18-раструб
устройства воздушного охлаждения;
19-концевой транспортер; 20-поворотная
станция; 21-наклонный отводящий лоток.
Производительность линии – 200 – 250
шт./мин.
-литая
арка; 3-стол; 4-механизм поперечной подачи
бланков; 5-магазин бланков; 6-вальцовочная
станция; 7-механизм шагового перемещения
бланков; 8-механизм надрезки и обсечки
краев; 9 и 10-механизмы предварительной
и окончательной загибки кромок бланка;
11-капельница со щеткой для флюсования;
12-механизм сворачивания корпуса и
склепывания шва; 13-рог передачи корпусов;
14-цепной транспортер; 15-механизм
флюсования; 16-паяльное устройство;
17-механизм очистки шва; 18-раструб
устройства воздушного охлаждения;
19-концевой транспортер; 20-поворотная
станция; 21-наклонный отводящий лоток.
Производительность линии – 200 – 250
шт./мин.
Способы отбортовки фланцев на корпусах сборных жестяных банок; функциональная схема и принцип действия фланце-отбортовочного автомата модели Б4-СОБ.
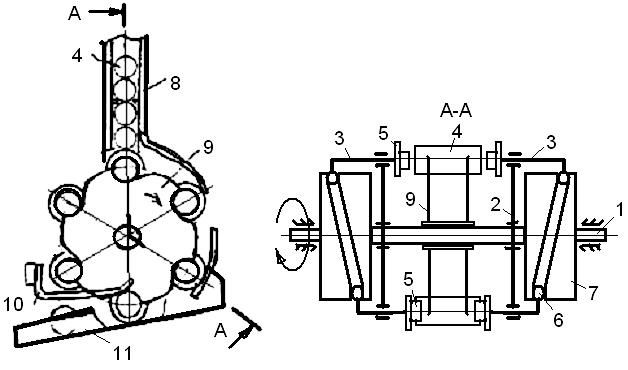 Отбортовка
фланцев у корпусов банок может
осуществляться: - раздачей кромок сразу
по всему периметру корпуса двумя встречно
перемещающимися профильными пуансонами;
Отбортовка
фланцев у корпусов банок может
осуществляться: - раздачей кромок сразу
по всему периметру корпуса двумя встречно
перемещающимися профильными пуансонами;
-последовательной отбортовкой кромок путем обкатывания корпуса двумя парами роликов. (сущность процессов, достоинства и недостатки). На рис.: 1-главный вал, 2- барабаны с 6-ю гнездами; 3-плунжеры; 4-порпус банки; 5-отгибочный патрон; 6-ролик; 7-неподвижные кулачки; 8-питатель; 9-транспортирующий ротор; 10-упорный рычаг; 11-выводящий лоток.
Состав и назначение оборудования для изготовления концов жестяных банок; функциональная схема и принцип действия быстроходного пресс-автомата мод. И9-СПГ.
 Для
изготовление концов и крышек банок
применяется следующее оборудование:
-фигурные ножницы фирмы «Нагема» - для
нарезки полос из листовой жести; -
быстроходные пресс-автоматы мод. И9-СПГ
и другие – для штамповки концов;
однодисковые и сдвоенные подвивочные
машины – для подвивки фланцев;
-пастонанакладочные автоматы – для
нанесения (гуммирования) и сушки
уплотняющей прокладки. На рис.:
1-двухстоечная наклонная станина;
2-однокривошипные пресс простого
действия; 3-магазин полос; 4-механизм
автоматической подачи полос; 5-наклонный
стол; 6-комбинированный (вырубка, вытяжка,
обрезка) штамп; 7-вакуумные схваты
манипулятора; 8-приемный лоток;
9-подвивочная машина; 10-направляющий
лоток; 11-ленточный транспортер со
стопкособирателем; 12-электродвигатель
привода. Однорядная штамповка концов
осуществляется с производительностью
250 шт./мин.
Для
изготовление концов и крышек банок
применяется следующее оборудование:
-фигурные ножницы фирмы «Нагема» - для
нарезки полос из листовой жести; -
быстроходные пресс-автоматы мод. И9-СПГ
и другие – для штамповки концов;
однодисковые и сдвоенные подвивочные
машины – для подвивки фланцев;
-пастонанакладочные автоматы – для
нанесения (гуммирования) и сушки
уплотняющей прокладки. На рис.:
1-двухстоечная наклонная станина;
2-однокривошипные пресс простого
действия; 3-магазин полос; 4-механизм
автоматической подачи полос; 5-наклонный
стол; 6-комбинированный (вырубка, вытяжка,
обрезка) штамп; 7-вакуумные схваты
манипулятора; 8-приемный лоток;
9-подвивочная машина; 10-направляющий
лоток; 11-ленточный транспортер со
стопкособирателем; 12-электродвигатель
привода. Однорядная штамповка концов
осуществляется с производительностью
250 шт./мин.