2. Оборудование, приборы, инструменты
Станок токарно-винторезный, модель 1К62, класс точности Н, набор специальных оправок (210…240 НВ, 6 квалитет, шероховатость Ra = 0,32 мкм; материал оправок – сталь 40(50); предел прочности σв = 500…900 МПа, индикатор ИЧ-10 со стойкой, стальной цилиндрический образец (заготовка).
3. Исходные данные
Таблица 1.1. Требования соответствия параметров геометрической точности и точности обработки токарно-винторезного станка 1К62, по ГОСТ 18097-93
Номер проверки, ГОСТ 18097-93 |
Схемы проверки точности токарного станка |
Проверяемый параметр |
Допуск, мкм, для станков нормальной (повышенной) точности |
Результат проверки, мкм |
2.7
|
а
|
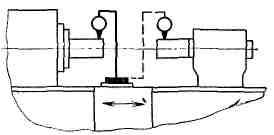
Одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости (ось отверстия пиноли может быть лишь выше оси отверстия шпинделя передней бабки) |
30 (20) |
|
Продолжение таблицы 1.1
2.8 |
|
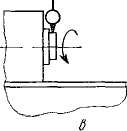
Радиальное биение наружной центрирующей шейки шпинделя передней бабки под патрон
|
10 (7) |
|
2.9 |
|
Осевое биение шпинделя передней бабки |
10 (5) |
|
2.11 |
|
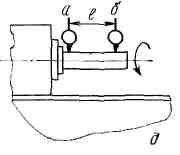
Радиальное биение внутренней центрирующей поверхности шпинделя передней бабки проверяемое: а) у торца шпинделя; б) на длине 200мм |
10 (5) 20 (15) |
|
2.12 |
|
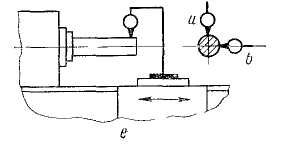
Прямолинейность и параллельность траектории продольного перемещения суппорта относительно оси вращения шпинделя передней бабки Длина измерения 200мм. а) в вертикальной плоскости;
б) в горизонтальной плоскости;
|
а) допускается отклонение только вверх 20 (20) б) свободный конец оправки может отклоняться только в сторону суппорта 15 (10) |
|
3.3
|
|
Точность геометрической формы цилиндрической поверхности образца после чистовой обточки, обработанного на станке при закреплении образца в патроне: Длина измерения 150мм а) постоянство диаметра в поперечном сечении (овальность) б) продольном сечении (конусность)
|
Допустимая овальность 10 (7) Допустимая конусность 40 (20) |
|