

Достоинства инерционной сварки трением:
Не требуется большой мощности;
Быстрота сварки, меньшая зона разогрева, вследствие точного дозирования энергии.
Ьтразвуковая сварка
Соединение при этом способе сварки образуется под действием ультразвуковых колебаний (частотой 20-40 кГц) и сжимающих давлений, приложенных к свариваемым деталям.
Ультразвуковые колебания в сварочных установках получают следующим образом. Ток от ультразвукового генератора (УЗГ) подаётся на обмотку магнитострикционного преобразователя (вибратора), который собран из пластин толщиной 0,1-0,2 мм (рис. 1). Материал, из которого они изготовлены, способен изменять свои геометрические размеры под действием переменного магнитного поля.
Если магнитное поле направлено вдоль пакета пластин, то любые его изменения приводят к укорочению или удлинению магнитостриктора, что обеспечивает преобразование высокочастотных электрических колебаний в механические той же частоты.
Вибратор соединяется припоем (или клеем) с волноводом или концентратором (инструментом), который может усиливать амплитуду колебаний. Волноводы цилиндрической формы передают колебания, не изменяя их амплитуды, в то время как ступенчатые, конические концентраторы усиливают колебания. Размеры и форму концентратора рассчитывают с учётом необходимого коэффициента усиления. Как правило, достаточен коэффициент 5, обеспечивающий амплитуду колебаний рабочего выступа при холостом ходе 20-30 мкм. Размеры волноводной системы подбирают так, чтобы в зоне сварки амплитуды колебаний были максимальными (кривая упругих колебаний, рис. 1).
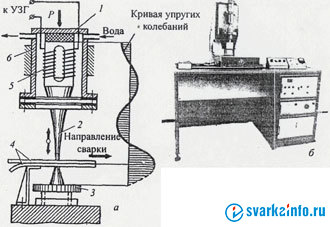
Рис. 1. Схема ультразвуковой сварки: 1 - акустический узел; 2 - инструмент (волновод); 3 - регулировочный винт опоры; 4 - свариваемые детали; 5 - вибратор; 6 - кожух
При этом методе сварки колебательные движения ультразвуковой частоты разрушают неровности поверхности (рис. 2) и оксидный слой. Совместное воздействие на соединяемые детали механических колебаний и относительно небольшого давления сварочного волновода-инструмента обеспечивает течение металла в зоне соединяемых поверхностей без внешнего подвода теплоты. В результате трения, вызванного возвратно-поступательным движением сжатых контактирующих поверхностей, нагреваются поверхностные слои материалов. Однако трение - не доминирующий источник теплоты при сварке, например, металлов, но его вклад в образование сварного соединения является существенным. Ультразвуковая сварка может применяться для соединения металла небольших толщин, широко применяется для сварки полимерных материалов. При сварке полимеров ультразвуковые колебания подаются волноводом перпендикулярно к соединяемым поверхностям, и под их воздействием возникает интенсивная диффузия - перемещение макромолекул из одной соединяемой части в другую.
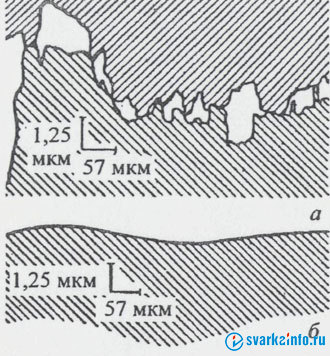
Рис. 2. Профиль поверхности: а - двух собранных медных деталей перед ультразвуковой сваркой; б - нижней детали после воздействия ультразвука
Разработан процесс сварки костных тканей в живом организме, основанный на свойстве ультразвука ускорять процесс полимеризации некоторых мономеров. Так, циакрин, представляющий собой этиловый эфир цианакриловой кислоты, под действием ультразвука образует твёрдый полимер в течение десятков секунд, в то время как без ультразвука процесс полимеризации идёт несколько часов. Это явление и легло в основу соединения, или сварки, обломков костной ткани с помощью циакрина, смешанного с костной стружкой. Циакрин затвердевает и прочно соединяется с костной тканью, проникая в её капилляры под действием ультразвуковых колебаний. В результате получается прочное соединение отдельных частей кости.
Ультразвуковая сварка позволяет решить проблему присоединения к кристаллам кремния полупроводниковых приборов алюминиевых проводников-выводов, которыми осуществляется подключение приборов к внешним электрическим цепям. Диапазон геометрических размеров контактных площадок полупроводниковых приборов очень широк - от нескольких микрометров у интегральных схем и дискретных транзисторов до 400-700 мкм у мощных транзисторов и диодов. Присоединение выводов - наиболее трудоёмкая операция во всём цикле изготовления приборов.
Разработано несколько вариантов ультразвуковой сварки кристаллов с выводами: с использованием продольной, поперечной, продольно-поперечной колебательных систем (рис. 3).

Рис. 3. Схемы выполнения процесса ультразвуковой сварки с использованием продольной (а, 6) и продольно-поперечной (в, г) колебательных систем