

13. Технологические характеристики сварки электронным и лазерным лучем
При лазерной сварке нагрев и плавление металла осуществляется лазерным лучом оптического квантового генератора (ОКГ).
Общепринятые обозначения лазерной сварки
LBW – Laser Beam Welding – сварка лазерным лучом
Сущность лазерной сварки
Лазерный луч по сравнению с обычным световым лучом обладает рядом свойств – направленностью, монохроматичностью и когерентностью.
Благодаря направленности лазерного луча его энергия концентрируется на сравнительно небольшом участке. Например, направленность лазерного луча может в несколько тысяч раз превышать направленность луча прожектора.
Если обычный «белый» свет состоит из лучей с различными частотами, то лазерный луч является монохроматичным – имеет определенную частоту и длину волны. За счет этого он отлично фокусируется оптическими линзами, поскольку угол преломления луча в линзе постоянен.
Когерентность – это согласованное протекание во времени нескольких волновых процессов. Некогерентные колебания светового луча обладают различными фазами, в результате чего могут погасить друг друга. Когерентные же колебания вызывают резонанс, который усиливает мощность излучения.
Благодаря вышеперечисленным свойствам лазерный луч может быть сфокусирован на очень маленькую поверхность металла и создать на на ней плотность энергии порядка 108Вт/см2 – достаточную для плавления металла и, следовательно, сварки.
Для лазерной сварки обычно используются следующие типы лазеров:
твердотельные и
газовые – с продольной или поперечной прокачкой газа, газодинамические.
Лазерная сварка твердотельным лазером
Схема твердотельного лазера приведена на рисунке ниже. В качестве активного тела используется стержень из рубина, стекла с примесью неодима (Nd-Glass) или алюмо-иттриевого граната, легированного неодимом (Nd-YAG) либо иттербием (Yb-YAG). Он размещается в осветительной камере. Для возбуждения атомов активного тела используется лампа накачки, создающая мощные вспышки света.
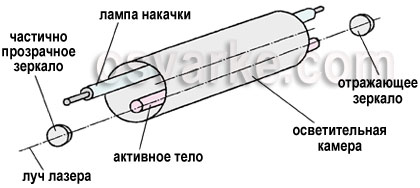
Рисунок. Схема твердотельного лазера
По торцам активного тела размещены зеркала – отражающее и частично прозрачное. Луч лазера выходит через частично прозрачное зеркало, предварительно многократно отражаясь внутри рубинового стержня и таким образом усиливаясь. Мощность твердотельных лазеров относительно невелика и обычно не превышает 1–6 кВт.
Твердотельными лазерами в связи с их небольшой мощностью свариваются только мелкие детали небольшой толщины, обычно объекты микроэлектроники. Например, привариваются тончайшие выводы из проволок диаметром 0,01–0,1 мм, изготовленные из тантала, золота, нихрома. Возможна точечная сварка изделий из фольги с диаметром точки 0,5–0,9 мм. Лазерной сваркой выполняется герметичный шов катодов кинескопов современных телевизоров.
Катод представляет собой трубку длиной 2 мм, диаметром 1,8 мм, толщиной стенки 0,04 мм. К трубке приваривается донышко толщиной 0,12 мм, материал изделия – хромоникелевый сплав. Сварка таких мелких деталей возможна за счет высокой степени фокусировки луча и точной дозировки энергии путем регулировки длительности импульса в пределах 10-2–10-7 с.
Сварка газовым лазером
Более мощными являются газовые лазеры, в которых в качестве активного тела используют смесь газов, обычно СО2+N2+Не. Схема газового лазера с продольной прокачкой газа приведена на рисунке ниже. Газ из баллонов прокачивается насосом через газоразрядную трубку. Для энергетического возбуждения газа используется электрический разряд между электродами. По торцам газоразрядной трубки расположены зеркала. Электроды подключены к источнику питания. Лазер охлаждается водяной системой.
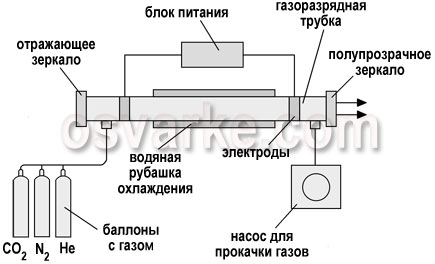
Рисунок. Газовый лазер с продольной прокачкой газа
Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры.
Более компактны лазеры с поперечной прокачкой газа (см. рисунок ниже).
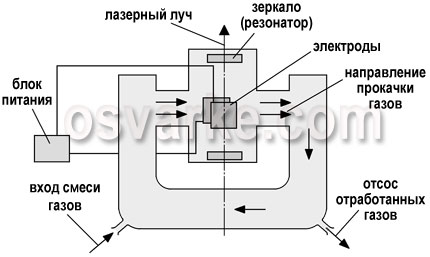
Рисунок. Газовый лазер с поперечной прокачкой газа
Они позволяют достичь общей мощности 20 кВт и больше, что дает возможность сваривать металлы толщиной до 20 мм с достаточно высокой скоростью, около 60 м/ч.
Наиболее мощными являются газодинамические лазеры (на рисунке ниже). Для работы используются газы, нагретые до температуры 1000–3000 К. Газ истекает со сверхзвуковой скоростью через сопло Лаваля, в результате чего происходит его адиабатическое расширение и охлаждение в зоне резонатора. При охлаждении возбужденных молекул CO2 происходит переход их на более низкий энергетический уровень с испусканием когерентного излучения. Для накачки может использоваться другой лазер или другие мощные источники энергии. Такой лазер мощностью N = 100 кВт позволяет, например, сваривать сталь толщиной 35 мм с очень высокой скоростью, около 200 м/ч.
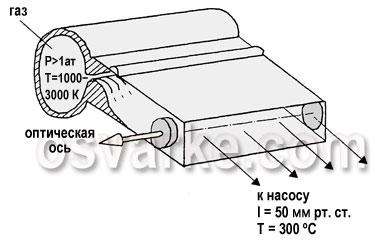
Рисунок. Газодинамический лазер
Схема процесса лазерной сварки приведена на рисунке ниже.
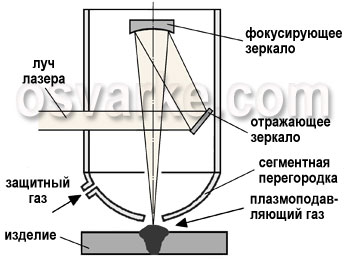
Рисунок. Схема процесса лазерной сварки
Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита расплавленного металла от воздуха. Обычно для защиты используются газы, в частности аргон. Особенностью процесса лазерной сварки является то, что вследствие высокой тепловой мощности луча на поверхности свариваемого изделия происходит интенсивное испарение металла. Пары ионизируются, что приводит к рассеиванию и экранированию луча лазера. В связи с этим при использовании лазеров большой мощности в зону сварки необходимо подавать, кроме защитного, так называемый плазмоподавляющий газ. В качестве плазмоподавляющего газа обычно используют гелий, который значительно легче аргона и не рассеивает луч лазера. Для упрощения процесса целесообразно применение смесей 50% Аг + 50% Не, которые выполняют плазмоподавляющую и защитную функции. В этом случае сварочная горелка должна обеспечивать подачу газа таким образом, чтобы он сдувал ионизированный пар.
Рисунок. Конструкции сопел горелок для лазерной сварки
При лазерной сварке луч постепенно углубляется в деталь, оттесняя жидкий металл сварочной ванны на заднюю стенку кратера. Это позволяет получить «кинжальное» проплавление при большой глубине и малой ширине шва.
Высокая концентрация энергии в лазерном луче позволяет достигать высоких скоростей сварки, обеспечивая одновременно благоприятный термический цикл и высокую технологическую прочность металла шва.
Преимущества лазерной сварки
Важнейшим преимуществом лазерной сварки твердотельными лазерами является возможность очень точной дозировки энергии, поэтому удается обеспечить получение качественных соединений при изготовлении очень мелких деталей.
Для мощных газовых лазеров преимуществом является получение большой глубины проплавления при малой ширине шва. Это позволяет уменьшить зону термического влияния, сократить сварочные деформации и напряжения.
Кроме того, лазерная сварка обладает рядом преимуществ, не присущих другим способам сварки. Лазер может быть расположен на достаточно большом удалении от места сварки, что в ряде случаев дает существенный экономический эффект. Например, известна установка для лазерной сварки при ремонте трубопроводов, проложенных по дну водоема. Внутри трубы перемещается тележка с вращающимся зеркалом. Лазер же находится у конца секции трубопровода и посылает луч внутри трубы. Это позволяет осуществлять лазерную сварку, не снимая с трубопровода балласт и не поднимая его на поверхность.
Легкость управления лазерным лучом с помощью зеркал и волоконной оптики позволяет осуществлять сварку в труднодоступных, иногда не находящихся в пределах прямой видимости местах. Возможна также лазерная сварка нескольких деталей от одного лазера расщепленным с помощью призм лучом.
Недостатки технологии
Недостатками лазерной сварки являются высокая сложность и стоимость оборудования, низкий КПД лазеров. По мере развития лазерной техники эти недостатки устраняются.
Электронно-лучевая сварка – сварка, при которой нагрев и плавление изделий осуществляется потоком высокоскоростных электронов, движущихся под действием электрического поля в вакууме.
Общепринятые обозначения
EBW – Electron Beam Welding – сварка электронным лучом
Технология сварки
Сварка выполняется внутри камеры в вакууме, полученным за счет откачивания воздуха до давления порядка 10-6–10-4 мм рт. ст. Пучок электронов создается в специальном устройстве – электронно-лучевой пушке.
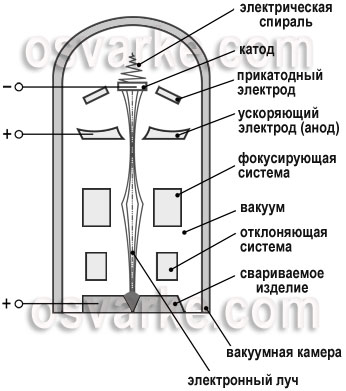
Рисунок. Схема электронно-лучевой сварки
Электроны испускаются катодом, нагреваемым электрической спиралью. Катод окружен прикатодным электродом, к которому также прикладывается отрицательный потенциал. Таким образом, осуществляется предварительная фокусировка электронов, вылетающих из катода в различных направлениях.
На некотором расстоянии от катода (обычно 3–10 мм) расположен ускоряющий электрод (анод), к которому приложен положительный потенциал. Из-за взаимного отталкивания электронов луч постепенно расширяется. Для его сжатия используется фокусирующая система, осуществляющая фокусировку магнитным полем. Точное наведение электронного пучка в зону сварки выполняет магнитная отклоняющая система.
Скорость электронов может составлять до 150 000 км/с и выше. Поэтому даже несмотря на очень малую массу электронов их кинетическая энергия (mν2/2) оказывается достаточной для нагрева бомбардируемого изделия до температуры плавления и, следовательно, сварки.
Технический вакуум при сварке выполняет следующие функции:
уменьшает потери кинетической энергии электронов, позволяя им достигать свариваемого изделия практически без соударения с молекулами воздуха;
защищает раплавленный металл от взаимодействия с окружающей атмосферой (качественнее, чем защитный газ или флюс);
предотвращает дуговой разряд между катодом и анодом и обеспечивает химическую защиту катода;
способствует улучшению дегазации сварочной ванны, удалению оксидных пленок, что повышает качество соединения.
14. Технологические характеристики газовой сварки
Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция). В последнее время увеличивается объем использования в качестве горючего газа водорода, получаемого электролизом воды.

Рисунок. Газовая сварка, схема процесса
Горючий газ из баллона или специального газового генератора поступает в сварочную горелку. Из баллона в горелку поступает кислород. В горелке они смешиваются в определенном соотношении и на выходе из сопла поджигаются. Пламя расплавляет кромки свариваемого изделия, присадочный приток, а также выполняет функции защиты расплавленного металла от атмосферы. Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями.
Строение пламени при газовой сварке
В своем сечении пламя состоит из трех зон (см. рисунок ниже):
ядро пламени (А),
восстановительная зона (Б),
факел пламени (В).

Рисунок. Строение газового пламени и распределение температур по его сечению
Максимальное значение температуры пламя имеет после ядра, в восстановительной зоне. В связи с этим именно в этой зоне должны находиться присадочный пруток и расплавляемые кромки металла. При использовании вместо ацетилена других горючих газов температура пламени снижается. Температура пламени зависит также от пропорции, в которой смешиваются кислород и горючий газ.
Технология газовой сварки
Основными параметрами режима газовой сварки являются мощность пламени, угол наклона горелки и диаметр присадочного прутка. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:
Va = (100–150)δ л/ч
При сварке меди, вследствие ее более высокой теплопроводности:
Va = (150–200)δ л/ч
Угол наклона мундштука горелки по отношению к плоскости изделия также зависит от толщины и теплофизических свойств металла. С изменением толщины стали от 1 до 15 мм угол наклона мундштука изменяется в пределах 10–80°.
В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (80-90°). Затем он уменьшается.
Диаметр присадочного прутка выбирают в зависимости от толщины металла, пользуясь соотношением:
d = δ/2 ÷ δ/2 + 1 мм
В зависимости от техники выполнения сварки различают правый и левый способы.
Рисунок. Правый (А) и левый (Б) способы газовой сварки
При правом способе газовой сварки пламя сварочной горелки направлено на шов, и процесс сварки ведется слева направо. Горелка перемещается впереди присадочного прутка.
При левом способе газовой сварки пламя направлено от шва и процесс сварки ведется справа налево. Горелка перемещается за присадочным прутком.
При правом способе газовой сварки обеспечивается лучшая защита сварочной ванны, ниже расход газов, меньшая скорость охлаждения шва. При левом способе лучше формирование шва, так как сварщик хорошо видит процесс сварки. При толщине металла до 3 мм более производителен левый способ, при больших толщинах – правый.
Преимущества газовой сварки
Основным преимуществом газовой сварки является ее независимость от электрических источников питания. Это делает удобным ее применение в строительных и монтажных условиях, где не всегда имеется силовая электрическая сеть. При газовой сварке легко изменяется тепловложение в металл за счет изменения угла наклона горелки и ее расстояния до изделия, что позволяет избегать прожогов даже при сварке тонкого металла. Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Недостатки газовой сварки
Недостатками газовой сварки являются ее низкая производительность, большая зона термического влияния, высокие требования к квалификации сварщика. В связи с этим на машиностроительных предприятиях при стабильной программе выпуска продукции газовая сварка не может конкурировать с дуговой и практически не применяется.