

16. Технологические характеристики стыковой и контактной сварки
Точечная сварка – разновидность контактной сварки, при которой детали соединяются по отдельным участкам касания, ограниченным площадью торцов электродов, передающих усилие сжатия и подводящих электрический ток.
Сущность процесса
Свариваемые заготовки накладывают друг на друга и зажимают обычно между двумя металлическими электродами с приложением к ним усилия Fсв. После этого включается питание, которое вызывает в проводах, электродах и свариваемых деталях электрический ток величиной до нескольких единиц или десятков кА. В результате в зоне контакта заготовок по оси электродов начинается процесс нагрева и расплавления металла. Уплотняющий поясок пластически деформированного металла, прилегающий к расплаву, предохраняет его от выплеска и взаимодействия с воздухом.
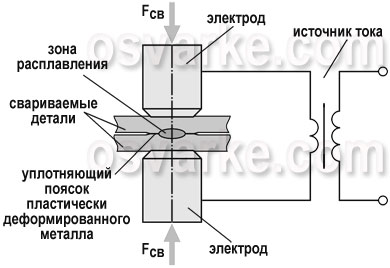
Рисунок. Схема точечной сварки
При достижении расплавленным металлом необходимого объема электрический ток выключается (фаза проковки), что приводит к прекращению тепловыделения в деталях и кристаллизации расплава. Проковка может выполняться без увеличения давления или с повышенным давлением. Через некоторое время с электродов снимается усилие сжатия. Полученное соединение напоминает по форме заклепку и называется сварной «точкой».
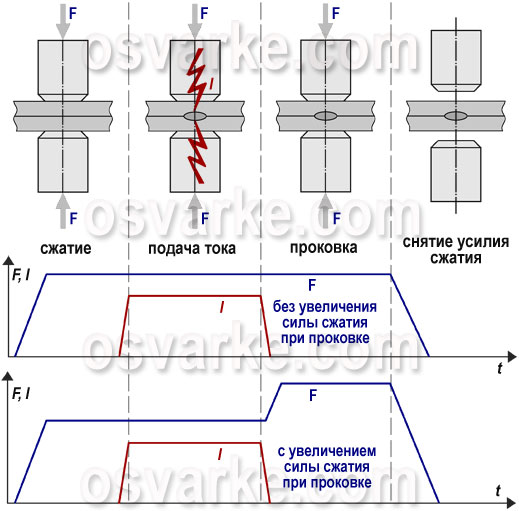
Рисунок. Циклы и циклограммы точечной сварки
Структура и размеры сварной «точки» зависят от силы тока, продолжительности его протекания, формы и размеров рабочей поверхности электродов, усилия сжатия и состояния поверхностей деталей. Типичный диаметр ядра точки составляет 4–12 мм.
Для нагрева заготовок при точечной сварке применяются кратковременные импульсы переменного (обычно промышленной частоты 50 Гц, реже частоты 1000 Гц), постоянного или униполярного тока.
Электроды изготавливают в основном из меди и ее сплавов, обладающих высокой тепло- и электропроводностью.
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или прерывистым швом, состоящим из отдельных сварных точек, в результате приложения усилия сжатия и подвода тока к вращающимся дисковым электродам (роликам).
Сущность процесса
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.
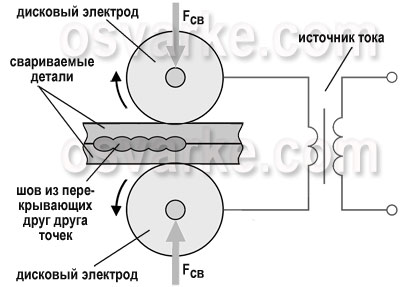
Рисунок. Схема шовной (роликовой) сварки
В зависимости от характера перемещения деталей и подачи сварочного тока различают следующие способы шовной сварки:
непрерывную;
прерывистую и
шаговую.
Непрерывная сварка выполняется сплошным швом при постоянном протекании тока, непрерывном движении заготовок, а также при постоянном давлении дисковых электродов на свариваемые поверхности. Она получила ограниченное применение из-за быстрого износа роликов и сильного перегрева контактирующих с ними поверхностей деталей. Важное значение при непрерывной сварке имеют тщательная зачистка свариваемых поверхностей, одинаковая толщина и однородность состава соединяемых изделий.
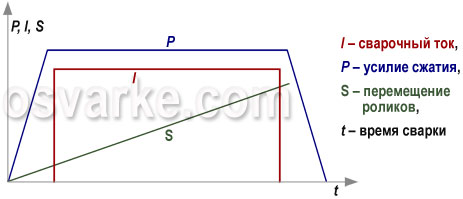
Рисунок. Циклограмма непрерывной шовной сварки
Наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока.
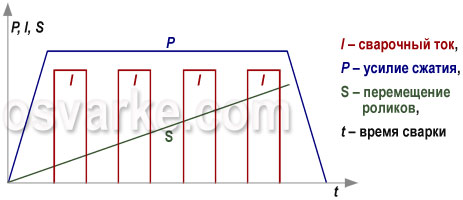
Рисунок. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов. При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.
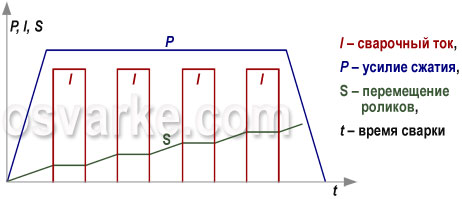
Рисунок. Циклограмма шаговой шовной сварки