

Организация подготовки производства
Создание в АТП самостоятельного подразделения по подготовке производства освобождает основных ремонтных рабочих от выполнения вспомогательных работ, например: доставки запасных частей, агрегатов и узлов, сдачи агрегатов и узлов на склады и в ремонт. Снижаются при этом потери основного рабочего времени на ТО и ремонт непосредственно автомобилей.
На принципиально новый в структуре производственно-технической базы АТП комплекс или участок подготовки производства возложено выполнение следующих работ:
-мойка деталей и узлов, направляемых на ремонт в производственные цеха АТП;
-дефектовка и комплектование оборотного фонда (детали, узлы; ремонтные «комплексы») для проведения ТР автомобилей, а также ТО-2 на основании заранее выявленных при диагностировании неисправностей;
-доставка подобранных деталей, узлов и «ремонтных комплексов» на посты ТР и ТО-2;
-транспортировка снятых для ремонта агрегатов, узлов и деталей в производственные цеха АТП или в помещение промежуточного (оборотного) склада для хранения ремфонда;
-подготовка ремфонда для отправки на специализированные ремонтные предприятия «своего» региона или соседних регионов;
-обеспечение хранения, выдачи, ТО и ремонта инструмента и приспособлений для ТО и ремонта автомобилей;
-организации работы промежуточного (оборотного) склада по обеспечению хранения оборотного фонда и поддержания нормативного фонда исправных узлов, механизмов и деталей.
На основании вышеизложенного можно составить схему движения деталей, узлов, механизмов и агрегатов по производственно-технической базе(ПТБ) АТП (рис.19):
Рисунок 19. Схема движения деталей, узлов, механизмов и агрегатов по АТП
Отсутствие рекомендаций по составу и структуре комплекса (участка) подготовки производства в зависимости от мощности АТП и условий его работы приводит на практике к созданию самых разнообразных структур этого комплекса или участка.
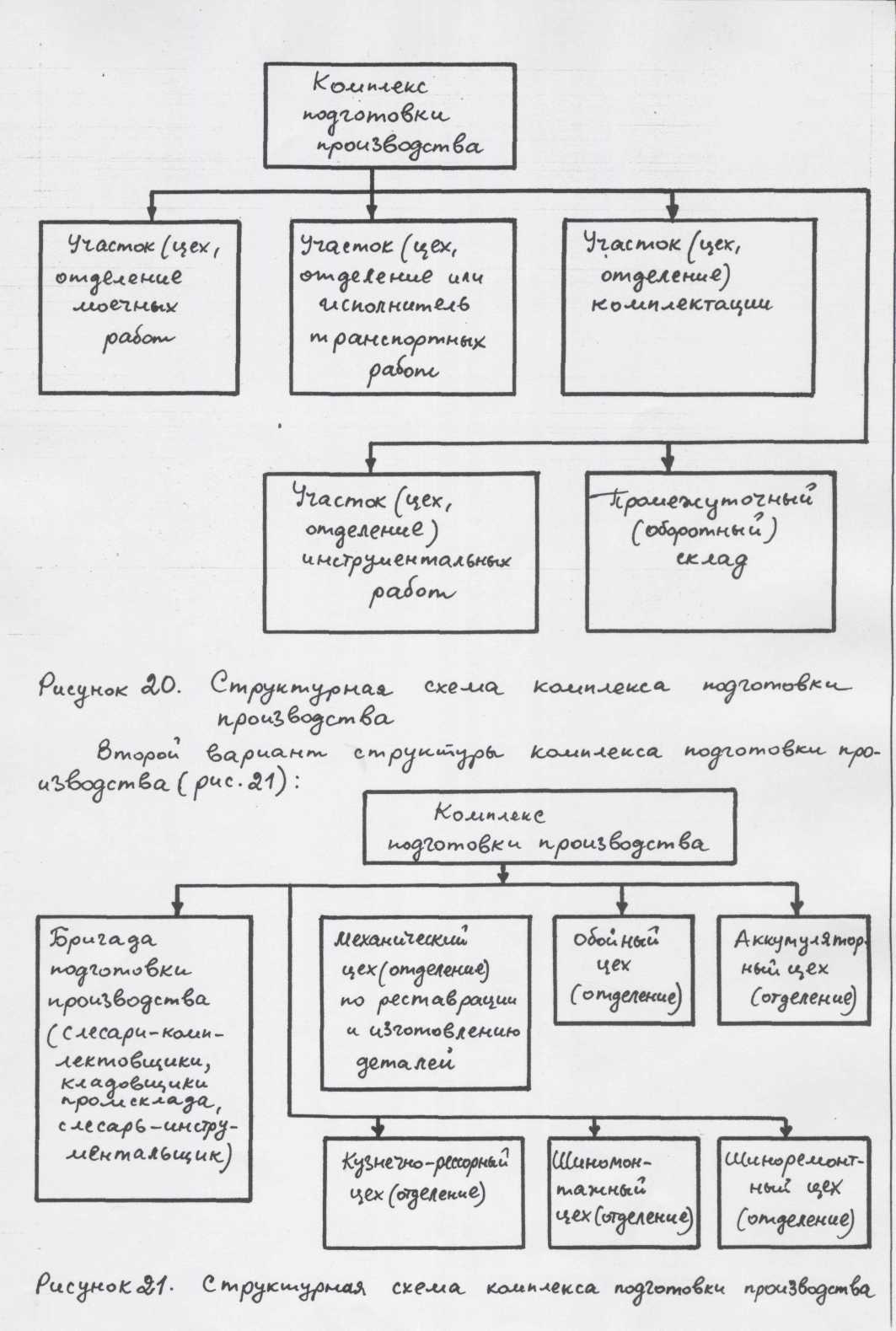
Первый вариант структуры комплекса (участка) подготовки производства строго по системе ЦУП или «технологических комплексов» (таблица 1, стр.12 «Руководство») будет следующим (рис.20):
 Р
Р исунок
20. Структурная схема комплекса подготовки
производства
исунок
20. Структурная схема комплекса подготовки
производства
Второй вариант структуры комплекса подготовки производства (рис. 21):
Комплекс подготовки производства
Бригада подготовки
производства (слесари - комплектовщики),
кладовщики промсклада, слесарь -
инструментальщик
Механический цех
(отделение) по реставрации и изготовлению
деталей
Обойный цех
(отделение)
Аккумуляторный
цех (отделение)
Кузнечно - рессорный
цех (отделение)
Шиномонтажный
цех (отделение)
Шиноремонтный
цех (отделение)
Рисунок 21. Структурная схема комплекса подготовки производства
Не указанные в схеме (рис.21) производственные цеха или отделения входят структурно в комплекс (участок) ТР автомобилей, при чём ремонтные рабочие этого комплекса выполняют работы, как в производственных цехах, так и на постах ТР автомобилей.
Третий вариант структуры комплекса подготовки производства (рис.22):
Комплекс подготовки производства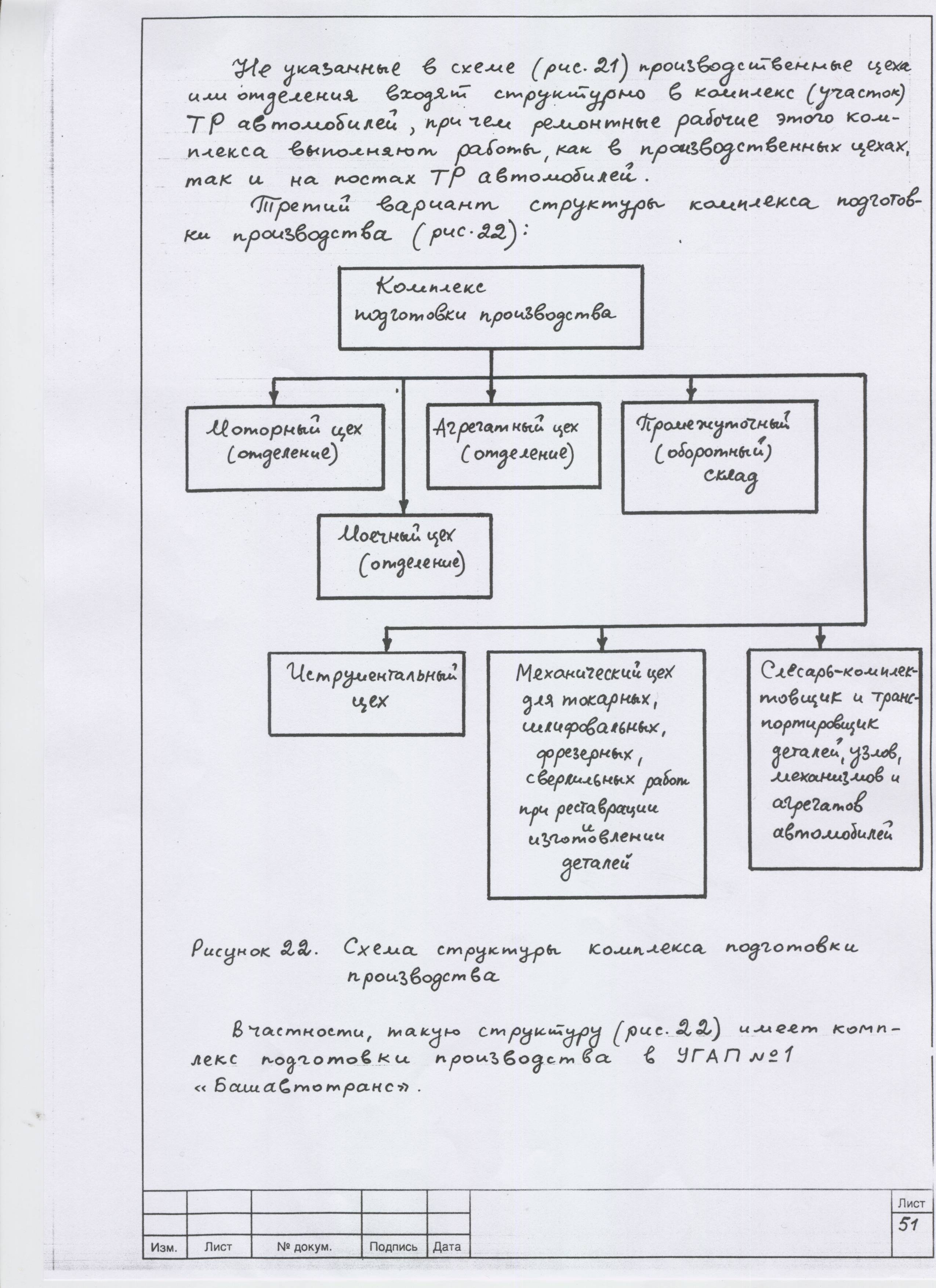
Моторный цех
(отделение)
Агрегатный цех
(отделение)
Промежуточный
(оборотный) склад
Моечный цех
(отделение)
Инструментальный
цех
Механический цех
для токарных, шлифовальных, фрезерных,
сверлильных работ при реставрации и
изготовлении деталей
Слесарь –
комплектовщик и транспортировщик
деталей, узлов, механизмов и агрегатов
автомобилей
Рисунок 22. Схема структуры комплекса подготовки производства
В частности, такую структуру (рис.22) имеет комплекс подготовки производства в УГАП №1 «Башавтотранс».