

2.2. Номинальные значения сварочного тока, напряжения, мощности и режима работ
Ток, напряжение, мощность и режим работы источника питания, на которые он рассчитан, и не вызывающие перегрева называются номинальными. Они обозначаются соответственно Iн, Uн, Рн и ПР. ПНи или ПВн, записываются на щитке и в паспорте источника. Иногда эти величины называют паспортными.
В отличие от номинальных значений указанных величин различают их средние и максимальные значения. Средние показатели определяются технологией сварки как усредненные за определенный период работы источника питания. Они должны быть не выше номинальных значений.
Каждый источник питания на последней ступени регулирования может обеспечить ток, напряжение и мощность на несколько процентов выше их номинальных значений. Такая необходимость может иметь место в практической работе. Эти значения называют максимальными. Работа источника питания на максимальных режима : допустима. Однако при этом режим работы источника питания должен быть ниже номинальных значений (см. выражения (2.4) и (2.5)).
2.3. Структура обозначения источников питания
С 1974 г. в нашей стране принята единая структура обозначения источников питания (как и всего электросварочного оборудования). Обозначение состоит из буквенной и цифровой частей, после которых указываются климатическое исполнение и категория размещения.
Буквенное обозначение включает в себя 3 или 4 буквы. Первая буква указывает на тип источника питания: А – агрегат, В – выпрямитель, Г – генератор, П – преобразователь, Т – трансформатор, У – установка; вторая буква обозначает вид сварки: Д – дуговая, П – плазменная; третья – способ сварки: ф – под слоем флюса, Г – в защитных газах, У – универсальные источники, используемые для нескольких способов сварки (а также Б или Д, обозначающие соответственно вид двигателя – бензиновый или дизельный – для сварочных агрегатов); отсутствие третьей буквы обозначает ручную сварку штучными электродами; четвертая буква расшифровывает особенности источника: М – для многопостовой сварки, И – для импульсной сварки.
Цифровая часть обозначения состоит из трех- или четырехзначного числа. Первые одна или две цифры этого числа обозначают номинальный сварочный ток в сотнях ампер (с округлением до целой сотни), вторые – регистрационный номер конструкторской разработки.
Между буквенной и цифровой частями обозначения источника ставится тире.
После цифровой части без разделяющих знаков указывают климатическое исполнение и категорию размещения.
3. Источники питания дуги переменного тока
Сварочные трансформаторы по сравнение с аналогичными устройствами общего назначения имеют некоторые особенности, определяющие их конструкцию. Они имеют три режима работы; холостого хода, под нагрузкой и короткого замыкания. Вторичное напряжение при холостом ходе должно быть достаточным для возбуждения дуги, внешняя характеристика в большинстве случаев должна быть падающей. Конструкция трансформатора должна позволять регулирование тока и напряжения на дуге в широких пределах.
3.1. Принцип формирования внешних характеристик сварочных трансформаторов
Различают два способа создания падающих внешних характеристик трансформаторов: включение в цепь дуги индуктивного сопротивления и создание условий для увеличения магнитного потока рассеяния трансформаторов.
Первый способ используется в том случаеi если сварочный трансформатор имеет нормальное магнитное рассеяние и, следовательно, жесткую внешнюю характеристику. Источник состоит из двух узлов: трансформатора Т и дросселя Д с ферромагнитным сердечником (рис. 3.1).
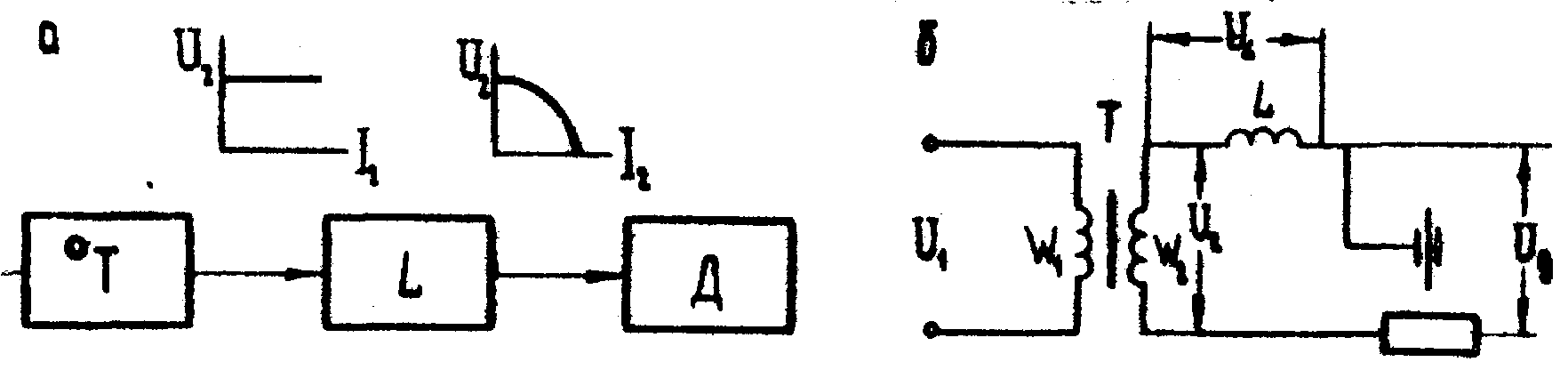
Рис. 3.1. функциональная (а) и электрическая (б) схемы источника питания на основе трансформатора с жесткой характеристикой
Сердечник дросселя имеет регулируемый воздушный зазор. Дроссель формирует падающие характеристики и служит регулятором сварочного тока. Такая схема источника питания имеет серьезные эксплуатационные недостатки и низкие технико-экономические показатели. Поэтому в настоящее время она не используется, но источники питания такого типа еще имеются на многих предприятиях.
Во втором случае (когда трансформатор имеет повышенные магнитные поля рассеяния) сварочная дуга включается непосредственно во вторичную обмотку трансформатора (рис. 3.2).

Рис. 3.2. Функциональная (а) и электрическая (б) схемы источника питания на основе трансформатора с усиленна магнитным полем рассеяния
Здесь трансформатор формирует падающую характеристику, регулирует сварочный ток в шибком интервале и создает условия для устойчивого горения дуги. В настоящее время отечественная электротехническая промышленность выпускает источники питания переменного тока только этого типр.
Трансформаторы с повышенными магнитными полями рассеяния делятся на две группы. Первую группу составляют трансформаторы с подвижными обмотками, вторую – трансформаторы с магнитными шунтами. Шунты могут быть двух типов: подвижные и неподвижные с подмагничивающими обмотками.