

1.3. Магнитное поле дуги
Магнитное поле дуги создается током проводимости, т.е. упорядоченным движением электронов. На частицу, имеющую заряд q и находящуюся в магнитном поле, действует сила
![]() 1,9)
1,9)
где
![]() – векторы скорости движения частицы
и магнитной индукции поля. Значение F
определяют по выражению
– векторы скорости движения частицы
и магнитной индукции поля. Значение F
определяют по выражению
F = q VB sin, (1.10)
где
– угол между векторами
![]() и
и
![]() Вектор магнитной индукции
Вектор магнитной индукции
![]() лежит в плоскости, перпендикулярной
оси дуги (рис. 1.2,а ).
лежит в плоскости, перпендикулярной
оси дуги (рис. 1.2,а ).

Рис. 1.2. Определение направления вектора силы, действующей на заряженные частицы при сварке: а – неплавящимся электродом, б – плавящимся электродом
Его
направление определяется по правилу
винта с правым ходом. Вектор напряженности
электрического поля направлен вдоль
оси. Его направление совпадает с
положительным направлением тока дуги.
Направление вектора
![]() определяется направлением вектора
определяется направлением вектора
![]() . Зная их направление, можно по правилу
левой руки определить направление силы
F, действующей на заряженную
частицу в точке m, которая
лежит в плоскости, нормальной оси дуги.
Из рис. 1.2,а видно, что сила F действует
по радиусу от периферии столба дуги к
центру. Аналогично направлены силы,
действующие на заряженные частицы,
расположенные в этой плоскости. Иными
словами, возникающие силы оказывают
сжимающее действие на столб дуги.
. Зная их направление, можно по правилу
левой руки определить направление силы
F, действующей на заряженную
частицу в точке m, которая
лежит в плоскости, нормальной оси дуги.
Из рис. 1.2,а видно, что сила F действует
по радиусу от периферии столба дуги к
центру. Аналогично направлены силы,
действующие на заряженные частицы,
расположенные в этой плоскости. Иными
словами, возникающие силы оказывают
сжимающее действие на столб дуги.
При обратной полярности магнитное поле также оказывает сжимающее действие на плазменный поток.
Уплотнению столба дуги противодействует давление нейтральных газов и паров. В установившемся дуговом разряде эти силы уравновешены.
При сварке плавящимся электродом вследствие образования капли жидкого металла наблюдается искривление силовых линий электрического поля (рис. 1.2, б). Векторы и направлены по касательной к линии поля. Величина силы F уменьшается, т.к. π/2.
Вектор
![]() имеет две составляющие: радиальную
рад и осевую
имеет две составляющие: радиальную
рад и осевую
![]() . Суммарная радиальная сила стремится
сжать каплю по сечению, заштрихованному
на рис. 1,2,б, что способствует её отрыву,
суммарная осевая сила – переместить
каплю вниз. Величина этих сил, определяющих
характер переноса электродного металла,
зависит от свойств электрода м свариваемого
сплава, защитной среды и режимов сварки.
. Суммарная радиальная сила стремится
сжать каплю по сечению, заштрихованному
на рис. 1,2,б, что способствует её отрыву,
суммарная осевая сила – переместить
каплю вниз. Величина этих сил, определяющих
характер переноса электродного металла,
зависит от свойств электрода м свариваемого
сплава, защитной среды и режимов сварки.
Различают три вида переноса электродного металла в дуговом промежутке: с короткими замыканиями (крупнокапельный), без замыканий (мелкокапельный), струйный. Наибольший интерес с точки зрения выбора параметров источников питания представляет крупнокапельный перенос электродного металла. В короткие промежутки времени (доли секунда) режим работы источника питания меняется от режима холостого хода до короткого замыкания. Поэтому источники питания должны обладать высокими динамическими свойствами, обеспечивающими достаточную скорость нарастания напряжения и тока.
1.4. Вольт-амперные характеристики сварочной дуги
Различают статические и динамические вольт-амперные характеристики (ВАХ) дуги.
1.4.1. Статическая вольт-амперная характеристика дуги. Зависимость напряжения на дуге от её тока при постоянстве длины и проводимости дугового промежутка, а также других физических процессов называется статической вольт-амперной характеристикой дуги. ВАХ строится по экспериментальным данным.
Известны статические ВАХ трех видов, показанные на рис. 1.3.
Падающие ВАХ имеют свободные малоамперные дуги, горящие в воздухе при токах до 80 А. Падение Ug с увеличением Ig связано с уменьшением напряжения столба дуги. С ростом тока увеличивается температура газов и паров и, следовательно, более интенсивно протекает их ионизация, что приводит к увеличению проводимости и сечения столба дуги.
Падающие ВАХ имеют также свободно горящие дуги в среде аргона. Здесь сечение столба дуги не увеличивается, но проводимость также возрастает.
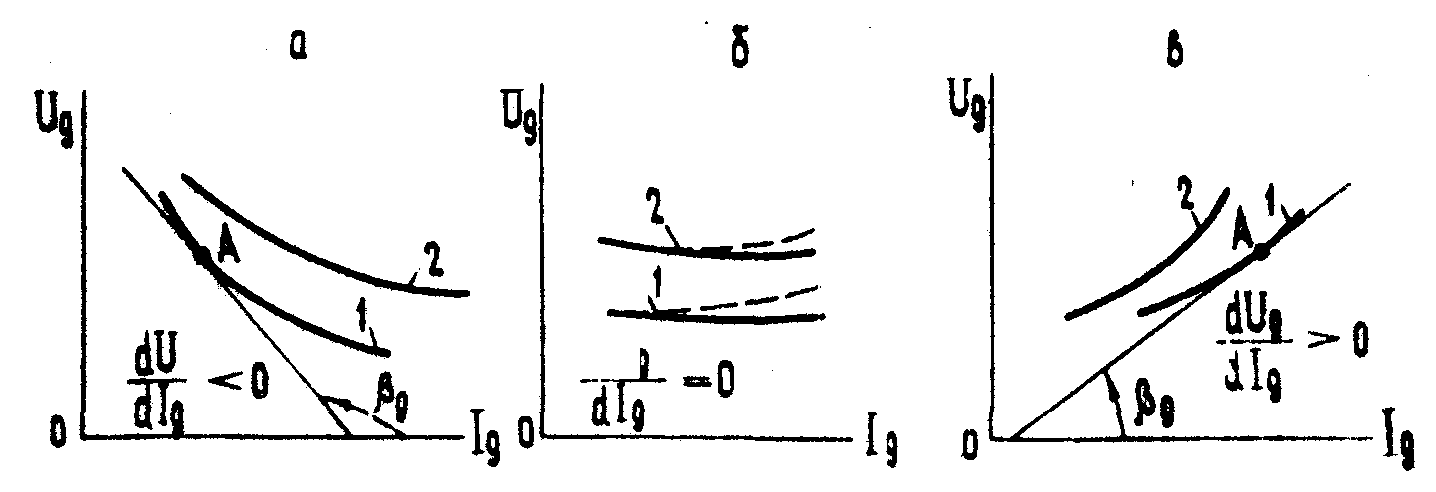
Рис.1.3. Статические ВАХ сварочной дуги: а – падающие; б – жесткие; в – возрастающие (во всех случаях 1g1< lg2 )
Жесткую ВАХ имеют сварочные дуги при токах от 80 А ручная дуговая сварка) до 500 А (механизированная сварка под слоем флюса). С ростом Ig сечение столба дуги у увеличивается, хотя и медленнее, чем в первом случае, но проводимость практически не изменяется. Это объясняется тем, что при увеличении тока температура газов увеличивается мало, а процесс ионизации не интенсифицируется. Поп не изменяется, следовательно, и Ug остается постоянным.
При механизированной сварке под слоем флюса при токе более 400 А характеристика становится пологовозрастающей (на рис. 1.3, б показана пунктиром). В этом случав Ug определяют по эмпирическому выражению Ug = Ug расч. + 0,04 1g.
При сварке плавящимся электродом в среде углекислого газа и сжатой дугой ВАХ имеет возрастающую форму (рис. 1.3, в). С ростом тока Нет возрастает. Это связано с тем, что катодное пятно для данного электрода достигает своих максимальных размеров, т.е. занимает всю площадь торца электрода. Сечение столба дуги практически не растет из-за обжатия газовой средой, проводимость также мало увеличивается, так как температура газов достигает своего предельного значения и не оказывает влияния на процесс ионизации.
Для
теоретических расчетов вводится понятие
''динамическое сопротивление". Оно
представляет собой первую производную
напряжения по току и используется для
оценки формы характеристики. Если угол
наклона касательной в точке А лежит в
пределах π/2... π, то его тангенс, в данном
случае
![]() следовательно, характеристика дуги
падающая (рис. 1.3, а). При
= π Rдин
= С, т.е. характеристика жесткая (рис.
1.3, б). Наконец, =0...π/2
соответствует Rдин>0,
что обеспечивает возрастающую
характеристику (рис. 1.3, в).
следовательно, характеристика дуги
падающая (рис. 1.3, а). При
= π Rдин
= С, т.е. характеристика жесткая (рис.
1.3, б). Наконец, =0...π/2
соответствует Rдин>0,
что обеспечивает возрастающую
характеристику (рис. 1.3, в).
И
Рис. 1.4. Обобщенная ВАХ дуги при lg=
cogst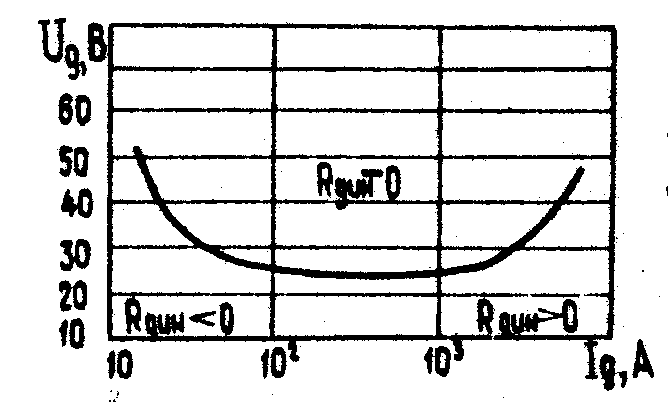
Lg = const.
Понятие о статической ВАХ для дуг с плавящимся электродом, когда непрерывно изменяется длина дуги, является весьма условным. В этом случае удобно пользоваться семейством таких характеристик.
1.1.2. Понятие о динамической вольт-амперной характеристике дуги. Статическая ВАХ представляет собой зависимость напряжения от тока дуги при неизменных условиях ее горения, постоянстве всех её параметров, а также напряжения источника питания, который используется в эксперименте. Однако в реально горящей сварочной дуге выполнить эти условия невозможно. Существует большое количество возмущений (о чем говорилось в подразделе 1.1), которое вызывает переходные процессы. Поэтому для оценки зависимости Lg = f(Ig) в любой момент времени вводят понятие о динамической характеристике дуги. Зависимость напряжения дуги от её тока в любой момент времени (между мгновенными значениями при переменном токе) называют динамической вольт-амперной характеристикой дуги. Форма динамической ВАХ зависит от скорости изменения параметров дуги и определяется в основном свойствами источника питания. Она используется в качестве критерия оценки пригодности источника питания дуги. Построение динамической ВАХ производится по данным осциллограмм.
1.4.3.
Зависимость напряжения дуги от её
длины. Если все факторы, влияющие на
условия физического существования
дуги, и её ток неизменны, то зависимость
будет линейная между Ug
и Lg,
с
Рис.
1.5. Зависимость напряжения
от длины
дуги

![]() (1.11)
(1.11)
где g – проводимость дугового промежутка, Scm – сечение столба дуги (рис. 1.5). Она хорошо согласуется с данными многих опытов для различных видов сварочной