1.5. Условия устойчивого горения дуги
В 1900 г. W Koulmonn впервые установил, что дуга постоянного тока горит устойчиво в том случае, если последовательно с ней включено активное сопротивление R. Условие устойчивости им записано в виде неравенства
![]() (1.12)
(1.12)
где
![]() – динамическое сопротивление дуги.
Дальнейшее развитие эта теория получила
в работах В.П.Никитина, И.Я.Рабиновича,
К.К.Хренова, Ю.П.Петрунькина и др.
– динамическое сопротивление дуги.
Дальнейшее развитие эта теория получила
в работах В.П.Никитина, И.Я.Рабиновича,
К.К.Хренова, Ю.П.Петрунькина и др.
Решение задачи об устойчивости горения дуги заключается в поиске дифференциального уравнения цепи дуги и его решении при соответствующих допущениях и упрощениях.
1.5.1. Критерии устойчивости. Для обеспечения устойчивого горения дуги необходимо, чтобы между её статической характеристикой и внешней характеристикой источника питания было определенное соответствие. В устойчивом состоянии (I = const ) в точках пересечения А и B характеристик дуги и источника питания их напряжения и токи равны (рис. 1.6). Это первое условие (критерий) устойчивости. Для определения устойчивого горения дуги используют второй критерий устойчивости:
Рис.
1.6. К определению условий устойчивого
горения дуги: Uun
= f (I) – ВАХ
источника питания, Ug –
f (I) – ВАХ
дуги
![]()
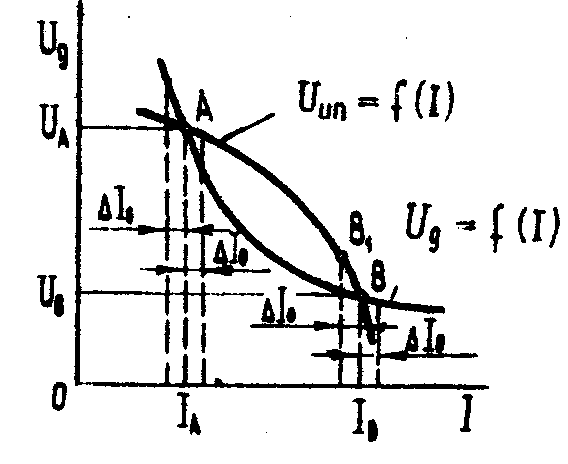
Вторым (основным) критерием устойчивости горения дуги является неравенство (для дуг без корректирующих обратных связей по току или напряжению):
Ky > 0. (1.14)
Система будет находиться в равновесии, если малое отклонение тока от заданного значения с течением времени будет уменьшаться. Это будет происходить только в случае выполнения неравенства (1.14).
Проанализируем условия горения дуги в точках А и В (рис. 1.6) с учетом уравнений (1.13) и (1.14). Для точки В нетрудно определить, что Lo затухает. Скорость затухания и Lo зависит от абсолютного значения Ку
![]() (1.15)
(1.15)
Физически это значит, что при уменьшении тока дуги на величину Lo (новое значение режимов соответствует точке В1) увеличивается пропорционально э.д.с. самоиндукции в индуктивности L. Складываясь с Uun, eL увеличивает Ug, вследствие чего возрастает Ecm и Ig до первоначального значения 1qB т.е. Lo стремится к нулю. Горение дуги устойчиво.
Критерий устойчивости в точке А меньше нуля, поэтому равновесное состояние системы неустойчивое. Если вследствие какого-либо возмущения произошло увеличение тока, то он будет возрастать до тех пор, пока не достигнет значения Ig, а напряжение на дуге не станет равным Ug. Если же ток уменьшается на величину Lo, то он будет уменьшаться до тех пор, пока дуга не погаснет. Здесь горение дуги неустойчивое.
1.5.2. Требования, предъявляемые к форме внешней характеристики источников питания. Критерии устойчивости горения дуги являются важнейшими показателями, по которым выбирается форма внешней характеристики источника питания для конкретной дуги.
При
падающей ВАХ дуги, когда
![]() (рис. 1.3, а), для выполнения условия
(1.14) необходимо, чтобы
(рис. 1.3, а), для выполнения условия
(1.14) необходимо, чтобы
![]() но
но
![]()
в заданной точке. Иными словами, в этом случае для устойчивого горения дуги требуется источник питания с падающей внешней характеристикой. Характеристика источника питания в точке устойчивого равновесия должна быть круче ВАХ дуги.
Если
ВАХ дуги жесткая, то
![]() (рис. 1.3, б)), для выполнения условия
(1.14) необходимо, чтобы
(рис. 1.3, б)), для выполнения условия
(1.14) необходимо, чтобы
![]() т.е. устойчивое горение дуги можно
обеспечить источником питания с падающей
характеристикой. Крутизна характеристики
не имеет значения.
т.е. устойчивое горение дуги можно
обеспечить источником питания с падающей
характеристикой. Крутизна характеристики
не имеет значения.
Для
возрастающей характеристики дуги, когда
![]() (рис. 1.3, в), условие (1.14) соблюдается
при
(рис. 1.3, в), условие (1.14) соблюдается
при
![]() а также при
а также при
![]() если
если
![]() Следовательно, для устойчивого
горения дуги с возрастающей ВАХ можно
применять источники питания с любой
характеристикой. Но возрастающая
характеристика источника питания должна
иметь крутизну меньшую, чем ВАХ дуги.
Из практики известно, что дуга с
возрастающей характеристикой горит
устойчивее при питании её от источника
питания с жесткой или возрастающей
характеристикой и менее устойчиво при
питании от источника с падающей и,
особенно, крутопадающей внешней
характеристикой. Это связано с тем, что
при выводе уравнения (1.13) не учитывались
инерционность генератора как источника
питания постоянного тока и явление
саморегулирования дуги.
Следовательно, для устойчивого
горения дуги с возрастающей ВАХ можно
применять источники питания с любой
характеристикой. Но возрастающая
характеристика источника питания должна
иметь крутизну меньшую, чем ВАХ дуги.
Из практики известно, что дуга с
возрастающей характеристикой горит
устойчивее при питании её от источника
питания с жесткой или возрастающей
характеристикой и менее устойчиво при
питании от источника с падающей и,
особенно, крутопадающей внешней
характеристикой. Это связано с тем, что
при выводе уравнения (1.13) не учитывались
инерционность генератора как источника
питания постоянного тока и явление
саморегулирования дуги.
Следует отметить, что для обеспечения устойчивого горения дуги важное значение имеют динамические свойства источников питания. Чем они выше, тем быстрее производится отработка возмущений и тем быстрее происходит затухание Lo.
Современные источники питания имеют корректирующие обратные связи, что дает возможность обеспечить высокую устойчивость горения дуги.
1.5.3. Эластичность дуги. Электрические сварочные дуги обладают способностью растягиваться до определенных пределов без резкого изменения режимов сварки (при увеличении длины дуги её ток уменьшается). Это свойство называют эластичностью. Оно характеризуется качественными и количественными показателями. Качественной оценкой эластичности дуги служит минимальный ток Igmin, при котором дуговой разряд становится неустойчивым и переходит в недуговые формы. Критерием количественной оценки эластичности является наибольшая длина Lgmx, до которой дугу можно растягивать и при которой еще сохраняются условия для устойчивого дугового разряда. При этом ток в дуге, несмотря на значительное уменьшение от заданного, все же остается больше минимального Igmin.
Эластичность дури зависит о» характеристик дуги и источника питания, напряженности и аффективного потенциала ионизации столба дуги, динамических свойств источника питание и параметров сварочного контура. Однако решающее влияние на эластичность дуги оказывает величина сварочного тока. Чем больше Lg, тем на большую величину при прочих равных условиях можно растянуть дугу.
1.5.4. Устойчивость горения дуги при изменении ее длины. На рис. 1.7,a показаны две статические характеристики дуги Ug1 = f1(I) и Ug2 = f2(I) и внешняя характеристика источника питания Uun = f(I). При определенном значении длины дуги режим определяется точкой А1. Увеличение длины дуги на величину Lg вызывает увеличение напряжения дуги на величину Ug (рис. 1.7,а и 1.7, б) и уменьшение тока – на Lg (рис. 1.7,а ). Новый режим горения дуги переместится в точку А2.
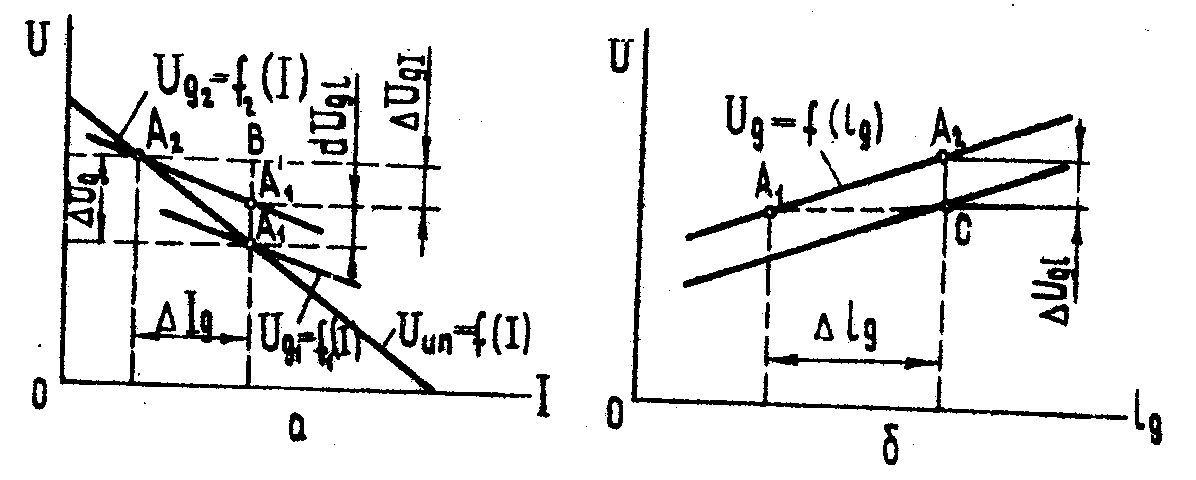
Рис. 1.7. К определению устойчивости горения дуги при изменении её длины. Влияние тока (а) и длины (б) дуги на её напряжение
Если в пределах этих отклонений характеристики источника питания и дуги имеют прямолинейную зависимость, то можно записать следующее уравнение:
Ug = UgL + UgI, (1.16)
где UgL – увеличение напряжения дуги вследствие увеличения ее длины на величину Lg, UgI – увеличение напряжения дуги из-за уменьшения её тока на величину и Lg.
Величину UgL можно определить (при Lg = const) из треугольника А1 А2 С (рис. 1.7,б)
![]()
Аналогично для UgI можно записать (при Lg=const) из треугольника А2 ВА'1, (рис. 1.7,а)
![]()
Подставляя полученные значения в уравнение (1.16) с учетом
![]() получим
получим
![]() (1.17)
(1.17)
Знак "минус" указывает, что отклонения Ig и Lg имеют противоположные направления.
Анализ выражен».я (1.17) показывает, что абсолютная величина отклонения тока уменьшается с ростом Ку т.е. увеличивается максимально возможная длина дуги, повышав ся, таким образом, её эластичность. Отсюда нетрудно сделать вывод, что наименьшей эластичностью обладают дуги, имеющие падающие ВАХ (Ку <0), а наибольшей – дуги с вырастающими ВАХ ( Ку >0 ).
1.5.5. Сварочная дуга как объект регулирования. Напряжение и ток дуги являются основными факторами, от которых зависят размеры и форма сварных швов и которые и значительной мере предопределяют стойкость швов против трещин, вероятность образования подрезов, непроваров, наплывов и других дефектов. В немалой степени напряжение и ток дуги оказывают влияние на состав металла шва при сварке плавящимся электродом путем изменения доли участия основного и электродного металлов в формировании шва.
Глубина проплавления связана с величиной тока дуги прямолинейной зависимостью (рис. 1.8). С ростом Ig глубина проплавления увеличивается. Такое влияние обусловлено увеличением давления, оказываемого дугой на поверхность сварочной ванны. Кроме того, при увеличении Ig увеличивается погонная энергия, способствующая углублению сварочной ванны.
При увеличении значения тока дуги доля расплавляемого основного металла растет более интенсивно, чем доля электродного. Резкий рост Ig сопровождается значительным изменением состава металла шва. Поэтому в зависимости от типа шва и металла устанавливают допустимые пределы случайного отключения тока.
Н
Рис. 1.8. Влияние тока дуги на величину
проплавления (Напряжение, В: 1 – 30; 2 -
40; 3 – 50)
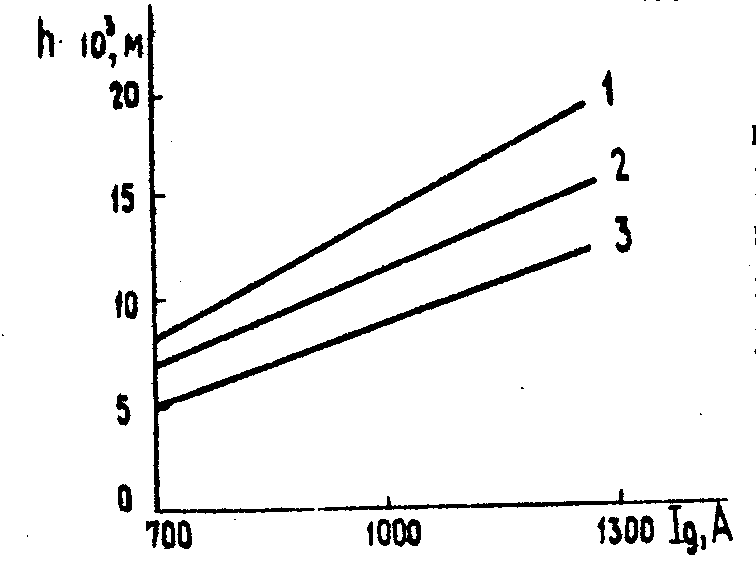
Эти изменения особенно сильно проявляются при выполнении угловых швов, а при сварке стыковых будут иметь место непровары.
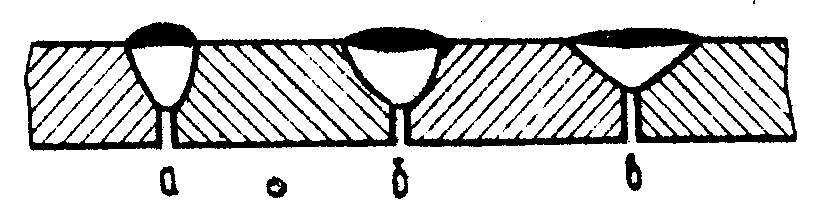
Рис. 1.9. Влияние напряжения дуги на ширину шва: а – Ug=30..32 В; б – Ug=40...42 В; в – Ug=50..... 52 В, Ig=const.
Изменение напряжения дуги мало сказывается на расплавляемой доле электродного металла. В основном так же, как и при изменении тока, увеличивается или уменьшатся доля основного металла в составе шва. Дан напряжения дури также установлено допустимое отклонение.
Следует иметь ввиду, что изменение тока или напряжения дуги в отдельности приводят к автоматическому изменению другого параметра их отрицательные влияния будут суммироваться. Это означает, что допустимые пределы отклонений тока и напряжения дуги необходимо уменьшить.
Таким образом, краткий анализ влияния параметров»режима на размеры и свойства сварных швов позволяет уделять выводы о том, что для обеспечения постоянства свойств швов необходимо иметь постоянными ток и напряжений дуги.
Как уже говорилось выше, возмущения вызывают переходные процессы. Они могут быть различными по полноте завершения, но в любом случае уступают переходным режимам при возбуждении дуги. На рис. 1.10 показаны возможные варианты максимальных изменений напряжения дуги. от Ug min до Ug может происходить плавно (рис. 1.10, кривая 1), апериодически со скачкообразным увеличении и последующим плавным снижением (кривая 2), колебательно с затуханием амплитуды колебаний до установившегося значения Ug (кривая 3) и повышением до величины Uxx с последующим резким уменьшением до нуля при коротком замыкании (кривая 4). С точки зрения регулирования напряжения наиболее благоприятными являются переходные режимы 1 и 2, режим 3 доставляет определенные сложности, но допустим при создании систем автоматического регулирования. В случае 4 (регулярное замыкание дугового промежутка крупными каплями жидкого металла) напряжение систематически изменяется от величины холостого хода до величины короткого замыкания, и о постоянстве Ug не может быть речи.
Известно, что напряжение дуги может изменяться от влияния и других факторов: напряжения питающей сети, скорости подачи проволоки, изменения физических условий в дуговом промежутке, определяемых разделкой ива, поперечным или продольным магнитным полем, газовым потоком и другими особенностями сварочного процесса. Кроме того, при сварке плавящимся электродом в случае капельного переноса электродного металла наблюдаются закономерные колебания длины дугового промежутка.
В теории автоматического регулирования изменения режима горения дуги описывают двумя случаями: 1) при постоянной длине дугового промежутка скачкообразно изменяется напряжение дуги; 2) одновременно плавно или скачкообразно изменяются длина и напряжение дуги. В соответствии с этим разделением системы автоматического регулирования параметров дуги строится по принципу воздействия либо на напряжение источника питания или сопротивление сварочной цепи, либо на скорость подачи проволоки.
Различают три группы систем регулирования параметров дуги. К первой группе относят системы саморегулирования, основанные на явлении саморегулирования дуги. Вторую группу представляют системы регулирования одного параметра (напряжения или тока дуги) путем воздействия на одну из указанных величин. Наибольшее распространение в этой группе получили регуляторы, воздействующие на скорость подачи проволоки. Третью группу составляют системы регулирования двух параметров (напряжения и тока дуги) одновременно путем воздействия на те же величины. Вторую и третью группы регуляторов относят к системам принудительного регулирования.
Изучение систем регулирования не входит в задачу данной дисциплины, но представляет интерес особенности статических ВАХ при регулировании параметров дуги. Поэтому коротко рассмотрим их на примере систем саморегулирования и принудительного регулирования.
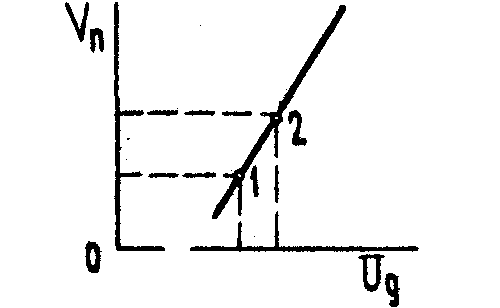
1.5.6. Саморегулирование дуги. Явление саморегулирования дуги открыто в 1942 г. В.И.Дятловым. Оно используется в простейших устройствах для механизированной дуговой сварки при постоянной скорости подачи проволоки. Суть явления состоит в том, что скорость плавления электродной проволоки пропорциональна величине сварочного тока, т.е. если подобрать режим, когда скорость подачи проволоки равна скорости её плавления, – то при заданном токе напряжение и длина дуги будут постоянными.
Принцип саморегулирования показан на рис. 1.11. Режим сварки определяется пересечением кривых а и в, т.е. координатами Ug1 и Ig1 точки 1. Если по каким-либо причинам изменится длина дуги, например, увеличится, то напряжение дуги станет равным Uп2, ток – Igt, т.е. процесс переместится в точку 2. Скорость плавления проволоки Vпл2 в этой точке меньше Vпл1 из-за Ig2<Ig1. Так как скорость подачи проволоки Vп постоянна, а скорость плавления электрода в точке 2 уменьшалась, то длина дуги начнет уменьшаться, что вызовет уменьшение Ug. Процесс начнет перемещаться из точки 2 в точку 1 и будет продолжаться до тех пор, пока скорость плавления электрода не станет равной скорости его подачи. Режим сварки шва станет устойчивым.
И
Рис. 1.11. К объяснению явления
саморегулирования дуги: а – внешняя
статическая ВАХ источника питания; в
– ВАХ системы саморегулирования дуги
(при Vn
= const)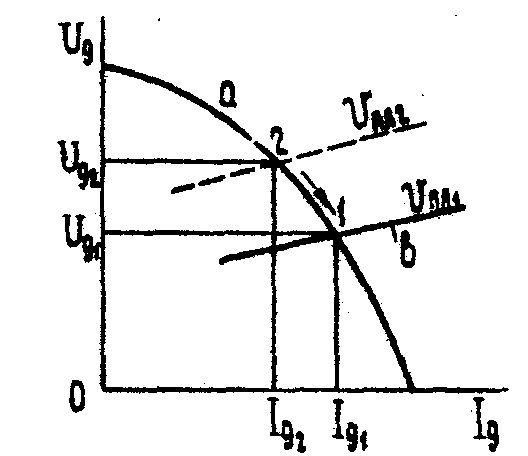
Быстрота отработки возмущения будет тем выше, чем больше отклонение тока дуги. Поэтому эффект саморегулирования возрастает при жестких и возрастающих характеристиках источника питания (при малых Ug ток изменяется значительно).
1.5.7. Системы принудительного регулирования дуги. Выше указывалось, что наибольшее распространение нашли системы автоматического регулирования напряжения дуги путем воздействия на скорость подачи проволоки. Простейший регулятор такого типа (рис. 1.12) состоит из следующих блоков: сравнивающего устройства СУ, усилителя У, блока питания БП, двигателя Д, редуктора Р.
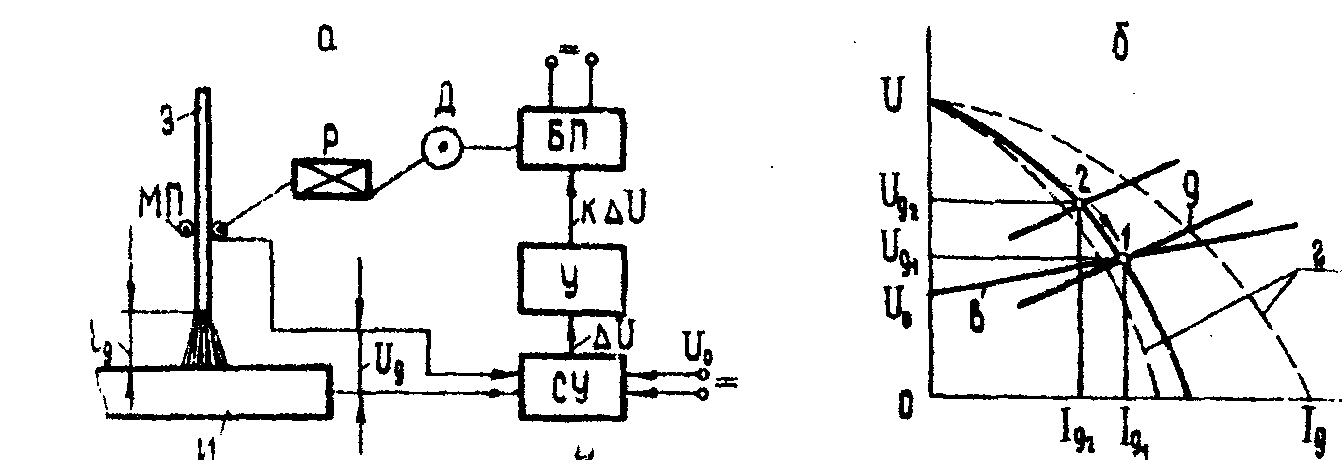
Рис. 1.12. Функциональная схема (а) и статическая характеристика (б) системы регулирования напряжения дуги; в – уровень напряжения сравнения U0 ; г – ВАХ источника литания (область г – семейство статических характеристик); д – статическая ВАХ дуги
Если система находится в равновесии, т.е. напряжение дуги Ug и напряжение сравнения U0 равны, то двигатель Д через редуктор Р и механизм подучи проволоки МП задает электроду Э постоянную скорость. Управляющий, сигнал U на выходе блока СУ равен нулю. Нарушение равновесия сопровождается изменением длины Lg и напряжением дуги, что вызывает появление U на выхода СУ. Усиленный сигнал рассогласования U поступает в блок БП, изменяя напряжение на обмотке возбуждения двигателя. В зависимости от знака U двигатель вращается быстрей или медленней, восстанавливая заданный дуговой промежуток Lg.
Характеристика регулятора показана на рис. 1.13, из которого видно, что скорость подачи электродной проволоки пропорциональна напряжению дуги.
Анализ отработки возмущения (например, увеличения Ug1 до величины Ug2, вследствие чего процесс горения перемещается из точки 1 в точку 2 рис. 1.12, б и 1.13) показывает, что быстродействие регулятора тем ниже, чем жестче характеристика дуги. Это объясняется тем, что при одинаковом возмущении изменение напряжения дуги будет меньше при более жесткой характеристике. При абсолютно жесткой ВАХ дуги система регулирования не действует, т.к. U = Ug – U0 = 0. В этом случае скорость подачи проволоки постоянна, поэтому отработка возмущения возможна только путем саморегулирования дуги.
Рис.1.13. Зависимость скорости подачи
проволоки регулятора от напряжения
дуги