

Тема 2.4. Проектування технологічних процесів складання вузлів транспортних засобів
2.4.1. Основні поняття термінології процесу складання
Складання є завершальною частиною процесу виготовлення машини і здійснюється безпосередньо після механічної обробки. Трудомісткість складальних робіт дорівнює 10 – 15 % від трудомісткості механічної обробки у масовому виробництві, 25 – 40 % - у серійному, 30 – 60 % - в одиничному та дрібносерійному. Така висока трудомісткість в останніх двох випадках пояснюється тим, що значна частина деталей під час складання потребує слюсарної обробки й пригонки.
У процесі проектування технологічних процесів складання виріб поділяють на складальні одиниці (елементи). Більш складні складальні одиниці будують з кількох простих одиниць, зібраних за допомогою сполучних деталей. У свою чергу, прості складальні одиниці отримують з’єднанням окремих деталей. Їх виготовляють з однорідного по найменуванню та марки матеріалу без застосування складальних операцій або з використанням зварювання, паяння, склеювання, запресування та ін. Прикладом можуть служити зварний випускний клапан, маховик. При раціональному компонуванні деталей у виробі кожна складальна одиниця може бути зібрана окремо і в подальшому в процесі збирання бере участь як одне ціле.
Нижче розглянемо основні поняття та визначення стосовно до технологічного процесу складання.
Складання - утворення з’єднань складових частин виробу. Складанням забезпечується необхідний взаємозв’язок окремих деталей і складальних одиниць. По об’єкту розрізнюють складання вузлове й загальне. Процес складання складових частин виробу являє собою вузлове складання. Процес складання безпосередньо виробу є загальним складанням.
Етап складання виробу – закінчена частина технологічного процесу виробу або його складової частини, що виділяється відповідно до схеми складання. Технологічний процес складання містить дії по установленню та утворенню з’єднань складових частин заготовки або виробу.
Складальна операція – технологічна операція установлення і утворення з’єднань складових частин заготовки або виробу. Ця операція охоплює всі дії, які здійснюються над однією складальною одиницею. Так, запресування на вал підшипників, які розміщені на його кінцях, можна здійснювати в одну або дві операції. Запресування підшипників з однієї та з іншої сторони послідовно означатиме одну операцію, виконану в два переходи. Якщо у партії валів, що складаються з підшипниками, спочатку запресувати підшипники усіх валів з однієї сторони, а потім з іншої, то це буде складання в дві операції, кожна з яких виконується за один перехід. Прийоми при складанні частіше виконують одночасно, наприклад, закручування колісних гайок багатошпиндельними гайкообертами.
2.4.2. Технологічність виробу при складанні
Цей термін означає сукупність властивостей виробу, що визначають його пристосування до технологічної підготовки складального виробництва та складання, а також характеризується відношенням витрат праці, засобів, матеріалів і часу на їх виконання до значень відповідних показників виробів – аналогів, у прийнятих умовах виробництва.
Складальна одиниця повинна мати мінімальне число деталей. Це досягається вибором найбільш простої схеми складання та об’єднанням кількох деталей у одну більш технологічну. У свою чергу, простота і зручність складання, доступність місць складання досягається рядом конструктивних рішень. Так, складання спрощується, якщо у конструкціях спряжених та запресованих деталей передбачити фаски або західну частину.
Під час складання деталі, що встановлюється по двом різним поверхням, посадку цілодобово виконувати не одночасно по двом поверхням d і D (рис. 2.4, а), а послідовно (рис. 2.4, б). При з’єднанні деталей з натягом переміщення їх по ділянці з нерухомою посадкою буде в цьому випадку мінімальним.
У масовому й серійному виробництві не допускається додаткова обробка окремих деталей, а також спільна обробка спряжених деталей. Технологічність виробу при складанні повинна відповідати прийнятому типу виробництва. При будь-якому методі складання слід прагнути до максимальної взаємозамінюваності з’єднань. Це спрощує процес складання та ремонту електромеханічних систем. Конструкцією мають бути передбачені монтажні щілини й натяги з урахуванням економічного міркування. Дуже жорсткі вимоги ускладнюють складання і обробку різанням, а збільшення допусків може призвести до зниження експлуатаційних показників виробу.
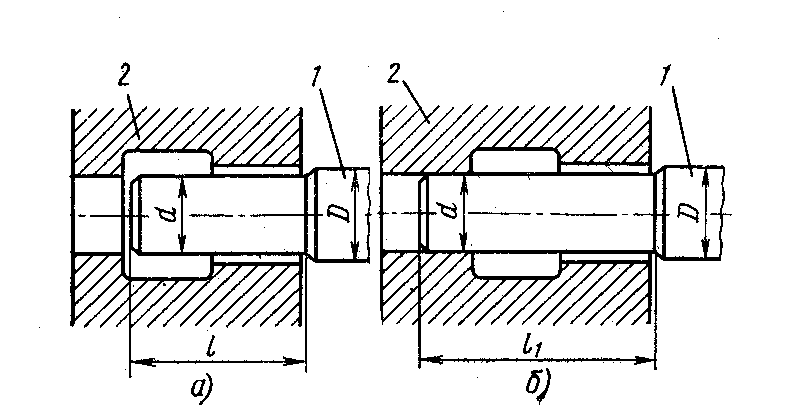
Рис. 2.4 – Схема складання ступеневого вала з корпусом:
1– вал; 2 – корпус
Розглянемо деякі технологічні способи складання. Для забезпечення надійності з’єднань деталей здійснюють фіксування шліцьовими з’єднаннями. Найбільш технологічним з існуючих видів шліцьових з’єднань є посадка по зовнішньому діаметру, тому що точна обробка зовнішнього діаметра втулки і вала менш трудомістка, ніж при посадці по внутрішньому діаметру.
У конструкціях широке розповсюджене отримали підшипники кочення. Установлення і фіксування таких підшипників у корпусних деталях здійснюється по виступу в отворі корпуса пружними кільцями. При складанні валів на конічних підшипниках необхідно враховувати деталь обертання: вал, який обертається в корпусі або сам корпус. У цих випадках зовнішні й внутрішні кільця встановлюють по одній з перехідних посадок, а парні їм кільця – по ковзній, при цьому натяг підшипників регулюють переміщенням кілець. Особливість складання валів на упорних кулькових підшипниках полягає в тому, що треба передбачити незалежне установлення упорного й радіального підшипників (рис. 2.5).
В ільне,
незалежне установлення упорного 1 та
радіального кулькових підшипників
забезпечує їх нормальну роботу (рис.
2.5, а).
Разом з цим, подана на рис. 2.5,б
конструкція не технологічна. У неї
передбачено жорстке центрування обох
підшипників по валу 3 і корпусу 4, що
перешкоджає нормальній роботі складальної
одиниці.
ільне,
незалежне установлення упорного 1 та
радіального кулькових підшипників
забезпечує їх нормальну роботу (рис.
2.5, а).
Разом з цим, подана на рис. 2.5,б
конструкція не технологічна. У неї
передбачено жорстке центрування обох
підшипників по валу 3 і корпусу 4, що
перешкоджає нормальній роботі складальної
одиниці.
Під час проектування складальних одиниць машин різного призначення особливу увагу треба приділяти технологічності регулюючих пристроїв зачеплення черв’ячних та конічних зубчастих передач, при виготовленні яких необхідно забезпечити точність зачеплення за рахунок точності обробки різанням. Зачеплення таких пар, як правило, регулюють у процесі складання, що більш технологічно. При складанні черв’ячних і конічних зубчастих передач регулювання зазору здійснюють регулюючими прокладками або втулкою.