

1.3. Производственный цикл.
Производственным циклом называется календарный период времени, в течение которого предмет труда проходит все стадии производственного процесса - от первой производственной операции до сдачи (приемки) готового продукта включительно.
Производственный цикл состоит из двух частей: из рабочего периода, т.е. периода, в течение которого предмет труда находится непосредственно в процессе изготовления, и из времени перерывов в этом процессе.
Рабочий период состоит из времени выполнения технологических и нетехнологических операций; к числу последних относятся все контрольные и транспортные операции с момента выполнения первой производственной операции и до момента сдачи законченной продукции.
Практика успешного бизнеса показывает, что сокращение производственного цикла дает возможность предприятию ускорить оборачиваемость оборотных средств, выполнить установленный план с меньшими затратами этих средств, высвободить часть оборотных средств. Большое влияние на длительность производственного цикла оказывают методы организации производственных процессов.
Возможны три вида сочетания операционных циклов (видов движения предметов труда по операциям производственного процесса):
последовательный;
последовательно-параллельный;
параллельный.
Все виды движения рассмотрим на примере следующего технологического процесса:
1) Технологический процесс трехоперационный.
2) Норма времени на 1-ой операции tшт.кальк1=5 минут; на второй операции – 3 минуты; третьей – 4 минуты. С (число рабочих мест)=С1=С2=С3=1.
3) Величина партии обработки n=10 штук.
4) Транспортная передаточная партия р=2 штуки
Последовательный вид движения.
Характеризуется тем, что каждая последующая операция над партией начинается только после её обработки на предыдущей операции. При этом партия не дробится, а передается в полном объёме.
Г де
m – число операций рассматриваемого
процесса; tпер.
– время затрачиваемое на передачу
деталей с операции на операцию; tест.
– время естественных процессов.
де
m – число операций рассматриваемого
процесса; tпер.
– время затрачиваемое на передачу
деталей с операции на операцию; tест.
– время естественных процессов.
Характеристика вида движения:
Самая простая организация производства.
Самый максимальный производственный цикл при минимальной производительности.
Самый простой контроль.
Имеет место пролёживание или ожидание в течение значительного времени, нередко превышающее оперативное.
Вывод: В серийных, крупносерийных и массовых процессах производства неприемлем.
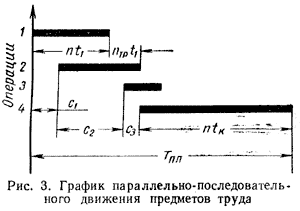
Параллельно-последовательный вид движения (сочетания операций)
Он предусматривает такой порядок передачи изделий или небольших передаточных партий, при котором достигается наибольшая одновременность обработки изделий на операциях. Причем вся партия на каждой операции обрабатывается непрерывно.
Возможны два случая организации производственного процесса:
Первый случай: Время предыдущей операции больше, чем время последующей операции в пересчете на одно рабочее место. В этом случае после обработки последней передаточной партии на предыдущей операции осуществляется её передача на последующую, где она сразу же поступает в обработку. После этого от момента окончания этой обработки достраивается операционный цикл обработки всей партии на последующей операции (обратное планирование).
Второй случай: Время предыдущей операции в пересчете на одно рабочее место меньше, чем время последующей операции. В этом случае первую же обработанную передаточную партию с предыдущей операции сразу же передают на последующую, после чего достраивается операционный цикл всей партии на последующей операции.
![]()
Характеристика:
Значительное сокращение длительности производственного цикла.
Имеет место незначительное пролеживание деталей.
Самый сложный вид организации и контроля производственного процесса.
Имеет место увеличение количества учетно-плановых единиц, что ведет к повышенной загрузке транспортных средств.
Вывод: Целесообразно применять при больших партиях и большой трудоемкости, что свойственно крупносерийному производству.
Параллельный вид движения
Характеризуется тем, что небольшие передаточные партии или даже отдельные изделия передаются с предыдущей операции на последующую немедленно после её обработки на предыдущей операции (в зависимости от смежных операционных циклов). Отдельные передаточные партии имеют независимо от всей партии движение в процессе обработки.
Алгоритм построения плана графика движения предметов труда при параллельном виде.
Построить график движения первой передаточной партии по всем операциям рассматриваемого процесса (последовательный вид движения).
Определить операции имеющие максимальное время переработки в пересчете на одно рабочее место. Достроить операционный цикл этой операции без простоев.
Построить графики движения остальных деталей партии по оставшимся операциям рассматриваемого процесса (будут иметь место гарантированные простои в работе оборудования).
Характеристика:
Самый короткий производственный цикл.
Пролеживание изделий практически полностью отсутствует.
Имеет место упрощения контроля над процессом производства по сравнению параллельно-последовательным видом.
Имеет место простой оборудования на всех операциях кроме лимитирующей.
В
 случае если имеет место ручные операции
в рассматриваемом процессе – сложности
в организации труда работающих.
случае если имеет место ручные операции
в рассматриваемом процессе – сложности
в организации труда работающих.