

70. Трещины горячие и холодные. Процесс образования горячих трещин в отливках.
В зависимости от температурных условий образования трещины подразделяются на горячие и холодные. Горячие трещины обычно имеют усадочное происхождение и возникают в интервале температур затвердевания сплава. Они проходят по границам макрозерна и имеют неровную окисленную поверхность, на которой иногда видны дендри-ты. В крупных дендритах горячие трещины могут образовываться по периферии дендритных ячеек. Холодные трещины возникают вследствие высоких внутренних напряжений в отливке. Они обычно имеют гладкую светлую или зернистую поверхность с цветами побежалости.
Зарождение и развитие трещин в отливках определяются четырьмя группами факторов: 1) податливостью формы, а также ее тешюфизи-ческими свойствами и конструкцией; 2) конструкцией отливки (наличием тепловых узлов и сочетанием различных сечений, способом подвода металла и т.д.); 3) условиями формирования отливки, определяющими последовательность затвердевания ее частей, а также возможность получения заданной макро- и микроструктуры сплава; 4) усадочными, механическим и теплофизкческими свойствами, а также характером его кристаллизации. Технологические условия литья влияют путем изменения кинетики формирования отливки.
Наиболее характерны для отливок горячие трещины, кинетика образования которых изучалась А.А. Бочкаревым, Г.Т. Гудковым и их учениками. Было установлено, что горячие трещины зарождаются с момента перехода сплава в твердожидкое состояние при температуре ниже температуры образования твердого скелета 1СК и начала свободной линейной усадки, то есть в эффективном интервале затвердевания. Горячие трещины образуются вследствие торможения свободной усадки со стороны формы или стержней и локализации возникающей при этом деформации растяжения. Склонносгь сплавов к образованию трещин связана с шириной температурного интервала кристаллизации. Формирование усадочных напряжений аус происходит в период прохождения сплавом эффективного интервала затвердевания, причем максимум сгус соответствует максимуму А13агВ3*- В то же время из-за образования жидких прослоек по границам зерен запас пластичности \|/ в этих сплавах минимален (рис. 5.30). В связи с этим сплавы склонны к образованию горячих трещин и имеют минимальную трещиноустойчивость.
В системах с небольшой растворимостью в твердом состоянии сплавы с минимальной трещиноустойчивостью имеют концентрацию вблизи Ср, в системах со значительной растворимостью набольшее количество трещин отмечается в сплавах с концентрацией меньше Ср, то есть соответствует точке С'р. В чистых металлах и узкоинтервальных сплавах с большим количеством эвтектики развивается последовательная кристаллизация, дендриты не разделяются прослойками жидкой фазы, трещиноустойчивость имеет максимальные значения. Развитие горячих трещин зависит также от макро- и микро структуры сплавов. Наибольшей трещиноустойчивостью обладает равномерная мелкозернистая макро- и микроструктура, значительно меньшей - крупнозернистая равновесная структура
Борьба с горячими трещинами большей частью осуществляется технологическим путем (увеличением податливости форм, изменением конструкции отливки и т.д.), так как марка сплава обусловлена технологическими условиями и не может произвольно изменяться. Однако нельзя недооценивать роль структуры и свойств сплава. Незначительные изменения химического состава (в пределах допуска), снижение содержания вредных примесей, введение небольших технологических добавок, модифицирование - все это может значительно увеличить тре-щиноустойчивость сплава и резко снизить брак по горячим трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования.
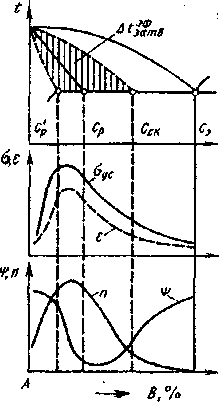
Рис 5.30. Изменение усадочных свойств сплавов в эвтектической системе; бусус — усадочные напряжения; Е — деформация; Ф — запас пластичности; n - склонность к образованию горячих трещин