

39. Последовательная и объемная кристаллизация сплавов. Зависимость заполняемости форм от характера кристаллизации. Теоретические предпосылки и приемы регулирования структуры в литом изделии
Температура в центре небольших масс кристаллизующегося металла после снятия перегрева, при наличии переохлаждения, продолжает опускаться ниже точки равновесной кристаллизации (рис. 1), достигнув некоторого минимального значения, температура поднимается. Это соответствует началу кристаллизации. Теплота кристаллизации нагревает переохлажденный металл до равновесной температуры кристаллизации. После этого процесс приостанавливается, температура в течение некоторого времени сохраняется постоянной и соответствует точке кристаллизации (кривая 1). Если скорость охлаждения очень велика, то переохлаждение оказывается настолько значительным, что кристаллизация полностью подавляется (кривая 2). При этом получается твердое аморфное тело.
Измерения показали, что в реальных условиях при измерении температуры в центре таких масс переохлаждение на начальных участках температурных кривых не выявляется, а происходит в узкой области, перед фронтом кристаллизации (кривая 3). Переохлаждение жидкого металла перед фронтом кристаллизации в реальных условиях происходит на величину 0,1-0,01 °С. В этом случае может происходить только последовательная кристаллизация. Она начинается от поверхности отливки и постепенно распространяется до ее оси.
 1
– кристаллизация с переохлажеднием; 2
– затвердевание аморфного тела; 3 –
кристаллизация без переохлажедния
1
– кристаллизация с переохлажеднием; 2
– затвердевание аморфного тела; 3 –
кристаллизация без переохлажедния
Рис.1. Схема переохлаждения в центре отливки
Единственным способом отведения теплоты кристаллизации от растущих кристаллов является ее перенос через ранее затвердевший слой к поверхности отливки, а от нее в форму и окружающую среду.
Ёсли кристалл внести в жидкий металл, находящийся в части отливки и имеющий температуру, равную точке кристаллизации, то он примет температуру окружающей среды, а дальне не будет ни расти, ни плавиться. Такой кристалл включится в твердую часть отливки тогда, когда его достигнет фронт кристаллизации, движущийся от поверхности.
Помимо природы сплава и скорости охлаждения на величину переохлаждения оказывает большое влияние степень чистоты металла. Переохлаждения оказываются наибольшими при проведении опытов с наиболее чистыми металлами в вакууме.
При не очень больших количествах металла, объемная кристаллизация из переохлажденного состояния и последовательная кристаллизация отливки представляют собой две фазы единого процесса (рис.3).
В момент 1 температура металла во всех точках лежит выше температуры кристаллизации – Т0, и твердая фаза в отливке отсутствует. В момент 2 металл переохлаждается и его температура во всех точках лежит ниже Т0 твердая фаза отсутствует. В момент 3 температура, перейдя через минимум, повышается, и начинается объемная кристаллизация, болеё или менее равномерно заполняющая весь объем металла. В момент 4 температура в средней части отливки достигала температуры кристаллизации, а в поверхностном твердом слое опускалась ниже ее, образован определенный перепад. Во внутренней части сосуществуют жидкая фаза и кристаллы, образовавшиеся за счет объемной кристаллизации переохлажденного металла. В момент 5 последовательна кристаллизация продолжается при понижении температуры в наружной корочке.
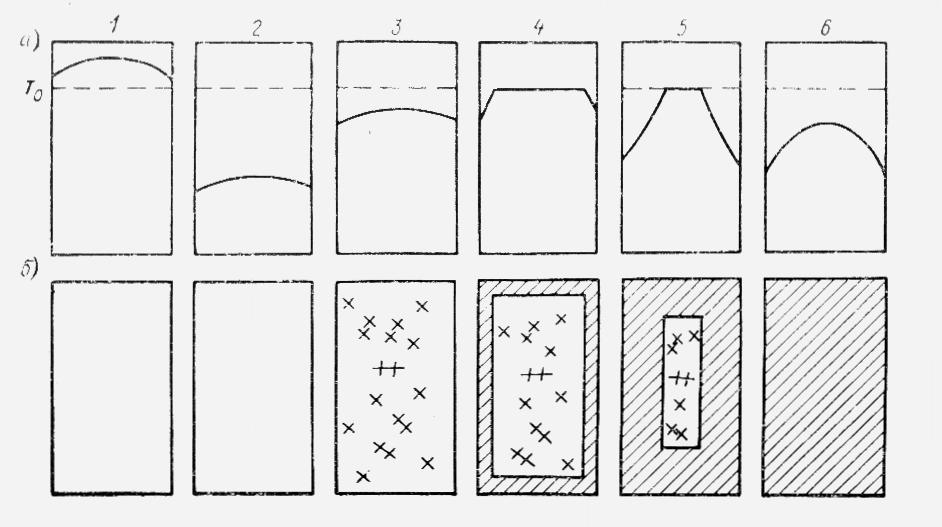
а – температурное поле; б – схема кристаллизации
Рис.3. - Объемная и последовательная стадии кристаллизации отливки
Наконец, в момент 6 вся отливка затвердевает, и температура во всех ее точках опускается ниже температуры кристаллизации.
Характер кристаллизации можно оценить по безразмерному критерию: Кр = Tc/L, где Tc – переохлаждение металла в центре отливки; с – теплоемкость; L – теплота кристаллизации металла.
Возможны следующие случаи:
- Кр = 0 – переохлаждение в центре не происходит; кристаллизация имеет последовательный характер; случай соответствует реальным условиям кристаллизации отливок;
- 1 > Кр > 0 – переохлаждение в центре происходит, и объемная кристаллизация имеет место в начальной стадии; после снятия переохлаждения оставшийся жидкий металл кристаллизуется последовательно; случай может иметь место в малых объемах металла;
- Кр = 1 – переохлаждение насколько велико, что теплота кристаллизации при росте кристаллов полно при росте кристаллов полностью его компенсирует. Кристаллизация происходит объемно;
- Кр >> 1 – переохлаждение чрезвычайно велико и кристаллизация полностью подавляется; образуется аморфное тело.
Заполняемость формы напрямую зависит от жидкотекучести формы. Чем выше жидкотекучесть сплава, тем лучше его заполянемость, которая возрастает параллельно увеличению теплоты кристаллизации металла и резко снижается при окислении сплавов.
Возможны три механизма остановки расплава (рис.4). Во-первых, это может произойти за счет резкого снижения вязкости расплава, связанной с общим понижением температуры и выпадением взвешенных кристаллов (рис.4,а). Для металлических систем этот механизм мало вероятен. Прямые опыты на различных сплавах показывают, что остановка конца металлического потока происходит внезапно, а не постепенно, как этого можно было бы ожидать при увеличении вязкости.

а – остановка в результате объемной кристаллизации и повышения вязкости металла; б – остановка в результате затвердевания потока в начальном сечении канала; в – остановка в результате образования пробки на конце потока
Рис.4. Схема остановки потока при исчерпывании жидкотекучести
Во-вторых,
остановка может произойти в результате
полного знтвердевания потока в начальном
сечении, где охлаждение начинается
раньше всего (рис.4,б). Твердая корка,
образующаяся на стенках формы, может
влиять на жидкотекучесть, но остановку
потока определяет не ее образование.
Кроме того, расчеты при помощи закона
квадратного корня (![]() ,
где К – коэффициент затвердевнаия,
см/см1/2;
время)
для обычных условий показывают, что за
время полного затвердевания начального
сечения канала количество протекающего
через него металла должно быть существенно
больше, чем наблюдается в действительности.
Остановка движения за счет промерзания
начального сечения возможна только при
очень малых сечениях канала или низких
скоростях движения.
,
где К – коэффициент затвердевнаия,
см/см1/2;
время)
для обычных условий показывают, что за
время полного затвердевания начального
сечения канала количество протекающего
через него металла должно быть существенно
больше, чем наблюдается в действительности.
Остановка движения за счет промерзания
начального сечения возможна только при
очень малых сечениях канала или низких
скоростях движения.
В-третьих, остановка может произойти из-за образования на конце потока достаточно прочной «пробки» (рис.4,в). Пробка образуется за счет накопления кристаллов твердого металла и пленки окислов. В обычных условиях литья из металлических сплавов реализуется именно этот механизм остановки.
Технологические приемы регулирования структуры в литом изделии: направленная кристаллизация, модифицирование (3 типа модификатора: 1 рода – централи, 2 рода – добавки, которые химически взаимодействуют с основным металлом и выделяются по границам зерен, 3 рода – работают комплексно), вибрация расплавов, перемешивание (вызываемые колебания на поверхности способствуют измельчению зерна), способ заливки (снизу, сверху и т.д.), ультразвуковая обработка (перемешивание слоев металла, результат – измельчается зерно), обработка электрическими и магнитными полями (также, как и у ультразвуковой обработки), термовременная обработка (при перегреве кластеры исчезают, расплавляются, примеси дезактивируются)