

57. Зависимость вида усадочных пустот от положения сплава на диаграмме состояния. Влияние характера кристаллизации на механизм образования усадочных пустот
В зависимости от массы и слоистости отливки, типа сплава и литейной формы, характера кристаллизации отливки, усадка может проявляться не в виде концентрированной раковины, а виде концентрированной раковины, а в виде множества мелких пустот, называемых усадочной пористостью.
На рис.1,а показана схема связи развития усадочных пустот с диаграммой состояния двойной системы сплавов.
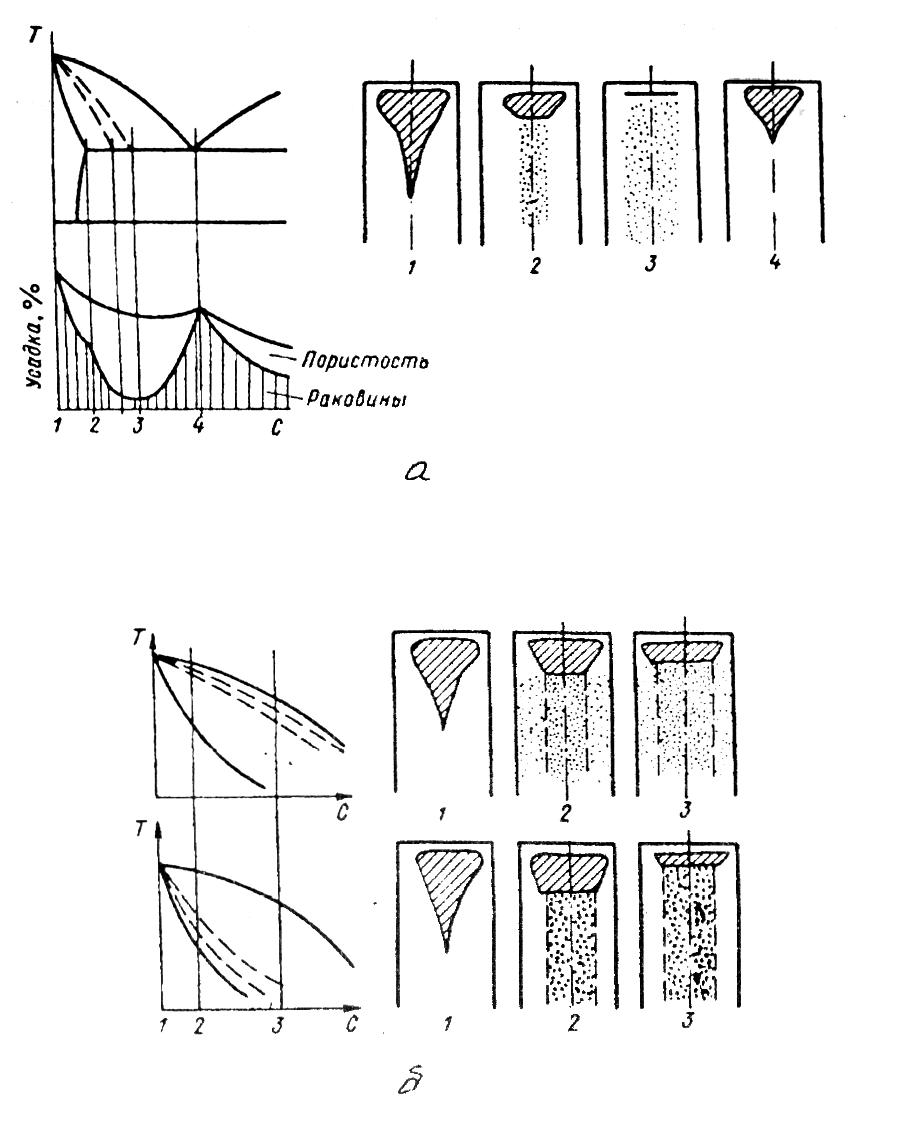
Рис.1. Связь развития усадочных пустот с диаграммой состояния (а) и положения технологических границ (б)
В чистых металлах и эвтектиках (составы 1 и 4) формируются полноценные раковины и пористость почти не имеет развития. При увеличении интервала кристаллизации (составы 2 и 3) существенная часть усадочных пустот представлена порами. Пористость получает максимальное, а усадочная раковина минимальное развитие для состава 3, соответствующего концентрации в точке пересечения линии температур на границе выливаемости и эвтектической платформы. На рис.1,б показана схема перераспределения усадочных пустот между раковиной и порами в зависимости от положения границ выливаемости и питания (1 – 3 + составы сплавов). При смещении этих технологических границ к ликвидусу зона осевой пористости сужается, но рассеянная пористость может увеличиваться. При смещении технологических границ к солидусу зона осевой пористости может расшириться, но общий объем всех видов пористости должен уменьшаться.
Металл, затвердевший на стенках формы за время заливки в усадочных процессах, определяющих объем усадочной раковины, участия не принимает. В сплаве, кристаллизующемся в интервале температур, формирование области усадочной раковины заканчивается раньше, чем отливка затвердеет полностью. Поверхность области усадочной раковины представляет собой совокупность точек пересечений зеркала жидкого металла и положений границы выливаемости в последовательные моменты времени от окончания заливки до достижения этой границей оси отливки.
Если интервал кристаллизации сплава особенно велик, граница ликвидус может достигать оси отливки уже в начальной стадии затвердевания. Тогда усадочная раковина практически не образуется; все сечение отливки представляет собой зону пористости.
Формирование пор происходит на микроструктурном уровне и связано с фильтрацией жидкого металла между твердыми кристаллами в области затвердевания.
Усадочные пустоты образуются в отливках в период затвердевания в результате совместного протекания указанных ранее трех видов объемной усадки – εvж, εvз и εvт.
Усадка жидкого металла εvж частично протекает до начала затвердевания, то есть до образования твердой фазы на поверхности отливки. Эта усадка ε′vж = ∆V′ж/Vо, проявляющаяся в понижении уровня расплава, оказывается внешней по отношению к отливке и не входит в объем образующихся внутри нее усадочных пустот .
В
момент начала затвердевания наружные
слои отливки достигают температуры tкр
(ликвидуса), а в центре жидкий металл
может сохранять значительный перегрев
над ликвидусом. Последующее охлаждение
этого расплава и его усадка в жидком
состоянии
![]() происходит внутри отливки и, вызывая
понижение уровня расплава, увеличивает
суммарный объем усадочных пустот. Из
сказанного выше следует, что с повышением
интенсивности теплоотвода, когда перепад
температур в отливке увеличивается,
слагаемое
возрастает до предельной величины
происходит внутри отливки и, вызывая
понижение уровня расплава, увеличивает
суммарный объем усадочных пустот. Из
сказанного выше следует, что с повышением
интенсивности теплоотвода, когда перепад
температур в отливке увеличивается,
слагаемое
возрастает до предельной величины
![]() .
При малой интенсивности теплоотвода,
когда температура по сечению отливки
выравнивается, к моменту начала
затвердевания перегрев металла во всем
объеме практически полностью снимается,
так что
.
При малой интенсивности теплоотвода,
когда температура по сечению отливки
выравнивается, к моменту начала
затвердевания перегрев металла во всем
объеме практически полностью снимается,
так что
![]() .
В общем случае
.
В общем случае
![]() ,
где (tж)ср
– средняя температура жидкого металла
в момент начала затвердевания отливки.
,
где (tж)ср
– средняя температура жидкого металла
в момент начала затвердевания отливки.
Усадка при затвердевании εvз вызывает понижение уровня расплава внутри отливки и полностью входит в объем образующихся усадочных пустот.
Усадка
твердого металла εvт
в результате понижения температуры
образовавшейся твердой корки вызывает
сокращение как наружных размеров
отливки, так и внутренней полости,
занятой незатвердевшим расплавам, и
приводит к повышению уровня жидкого
металла. Объем внутренней полости
изменяется за период затвердевания от
Vо
до нуля, поэтому общая объемная усадка
твердого металла составит
![]() ,
где (tт)ср
– средняя температура твердой корки .
,
где (tт)ср
– средняя температура твердой корки .
Если
сумма
и εvз
будет равна εvт,
то общее изменение уровня расплава
будет нулевым, и усадочные пустоты не
образуются. Обычно
![]() ,
поэтому возникает усадочная пустота,
относительный объем которой составляет
,
поэтому возникает усадочная пустота,
относительный объем которой составляет
![]() (1).
(1).
В
ряде случаев, когда
![]() ,
наблюдается выдавливание некоторого
количества расплава из отливки, при
этом отливка не содержит усадочных
пустот, таким образом, в общем случае
можно записать:
,
наблюдается выдавливание некоторого
количества расплава из отливки, при
этом отливка не содержит усадочных
пустот, таким образом, в общем случае
можно записать:
![]() .
.
Анализ
показывает, что основным слагаемым этой
суммы является εvз,
однако, последний член εvт
может достигать 25-30 % (для стальных
слитков и отливок в металлических
формах), существенно уменьшая объем
образующихся пустот. Если затвердевание
сопровождается не сокращением, а
увеличением наружных размеров отливки
(так называемое «предусадочное
расширение»), тогда εvт
имеет обратный знак и приводит к
увеличению общего объема пустот, поэтому
обычно выражение (1) записывается в общем
виде:
![]() .
.
Если
в период заливки металла в форму
происходит частичное охлаждение и
затвердевание расплава, тогда к моменту
окончания заливки τзал
соответствующая часть усадки будет
скомпенсирована доливкой расплава.
Влияние условий заливки металла на
объем образующихся усадочных пустот
определяется соотношением длительностей
заливки τзал
и затвердевания τз:
![]() .
.
Чем выше интенсивность теплоотвода (меньше τз) и больше продолжительность заливки τзал, тем меньше υу. Непрерывная разливка металла реализует предельный случай, когда τзал достигает τз, то есть скорость доливки металла в водоохлаждаемый кристаллизатор точно согласована со скоростью затвердевания металла и извлечения слитка из кристаллизатора, при этом обеспечивается υу = 0.
Для разработки мер борьбы с усадочными пустотами важное значение имеет не только общий объем пустот, но его распределение между концентрированными раковинами (υр) и рассеянной пористостью (υп).
Усадка металла εvз сосредоточена в междуосных промежутках дендритов зоны затвердевания шириной φ, ограниченной поверхностями ликвидуса и солидуса (рис.2). Если расплав под влиянием гидростатического напора столба жидкого металла и капиллярных сил может перемещаться в зоне затвердевания вплоть до границы солидуса, тогда его поступление из центральной жидкой зоны полностью компенсирует эту усадку. В результате этого соответственно будет понижаться уровень расплава и образуется концентрированная усадочная раковина объемом υр = υу, а затвердевающий металл будет совершенно плотным (υп = 0).
В той части зоны затвердевания, где фильтрационное перемещение расплава затруднено, усадка металла сосредоточивается в междуосных промежутках дендритов и дает рассеянную микроскопическую усадочную пористость. Максимальные размеры возникающих пор соответствуют средним расстояниям между осями дендрита наиболее высокого порядка (II-III). В образующиеся поры выделяются растворенные в металле газы, увеличивая их объем, поэтому пористость приобретает газо-усадочный характер. Если бы перемещение расплава в зоне затвердевания было полностью исключено, тогда вся усадка была бы сосредоточена в порах (υп = υу) и концентрированная раковина не образовывалась бы (υр = 0).
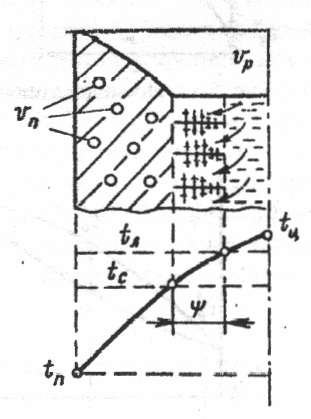
Рис.2. Образование концентрированной раковины υр и рассеянной усадочной пористости υп в период затвердевания отливки
В общем случае объем усадочной раковины определяется скомпенсированной долей усадки при затвердевании, поэтому соотношение между υр и υп в общем объеме пустот υу = υр + υп определяется шириной зоны затвердевания φ и условиями фильтрации расплава между растущими кристаллитами.
При последовательном затвердевании металла с узкой зоной φ (φ/r ≤ 1) (рис.3,а) преимущественно формируется концентрированная раковина, и отливка имеет высокую плотность (υр ≈ υу, υп ≈ 0). В условиях объемного затвердевания (φ/r ≥ 1), когда процесс объемной усадки протекает по всему сечению отливки (рис.3,б), возникает рассеянная пористость без образования усадочной раковины (υп ≈ υу, υр ≈ 0).
В общем случае отмечается соответствие между характером затвердевания, который оценивается относительной шириной зоны затвердевания φ/r и характером образующихся усадочных пустот (рис.4, а-г).
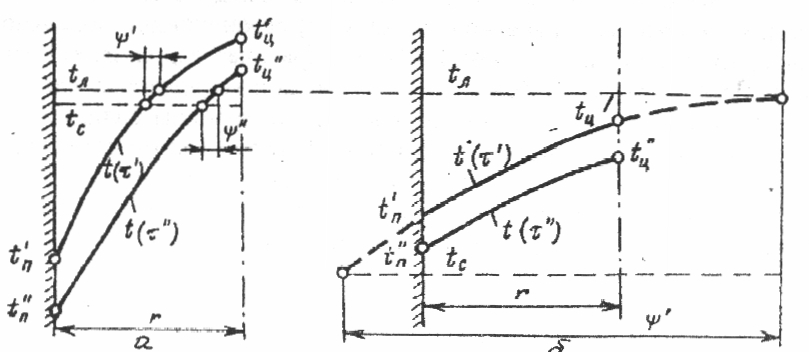
Рис.3. Последовательное (а) и объемное (б) затвердевание отливки
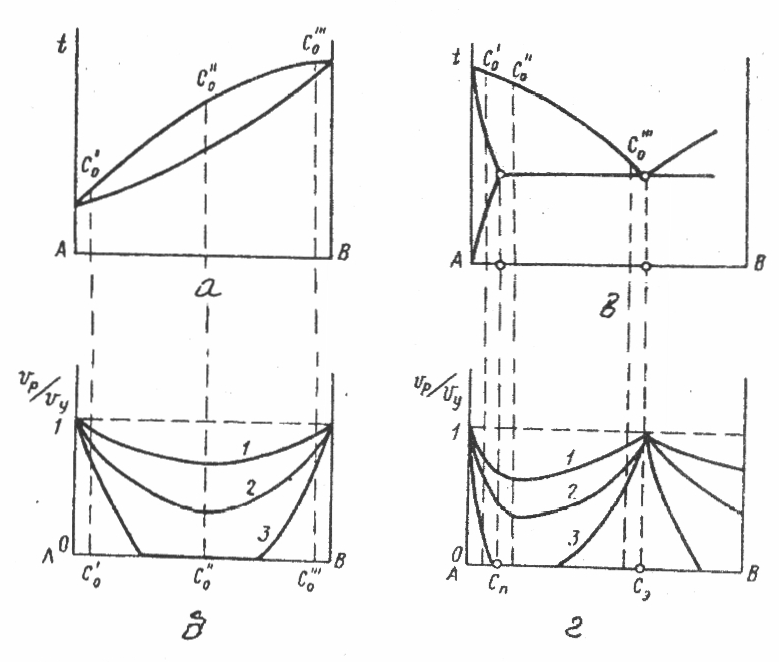
Рис.4. Зависимость относительного объема концентрированных усадочных раковин υр/υу от положения сплава на диаграмме состояния типа непрерывных твердых растворов (а) и эвтектического типа с ограниченной растворимостью (в) при высокой (1); средней (2) и малой (3) интенсивности теплоотвода
Узкоинтервальные сплавы при любой интенсивности теплоотвода затвердевают с образованием концентрированной усадочной раковины. Широкоинтервальные сплавы в зависимости от интенсивности теплоотвода могут образовывать как преимущественно рассеянную пористость (при малой интенсивности теплоотвода), так и концентрированную раковину (при высокой интенсивности теплоотвода).
Для сплавов, затвердевающих последовательно и образующих концентрированную раковину, необходимо создавать режим направленного затвердевания в направлении к прибыли. Конфигурацию, место установки и размеры прибыли выбирают таким образом, чтобы усадочная раковина была полностью локализована в объеме прибыли, а отливка не содержала никаких раковин. Впоследствии прибыльная часть отливки отрезается и направляется в переплав, поэтому необходимо стремиться к минимальному расходу металла на прибыли. Для повышения эффективности работы прибылей используют указанные ранее тепловые факторы, обеспечивающие теплоизоляцию или разогрев металла в прибыли.