

32. Физико-химические процессы на границе «металл-форма» и образование дефектов ситовидной пористости; засоров и неметаллических включений.
Ситовидная пористость – сплошная зона удлиненных пузырьков, вытянутых перпендикулярно к поверхности отливки.
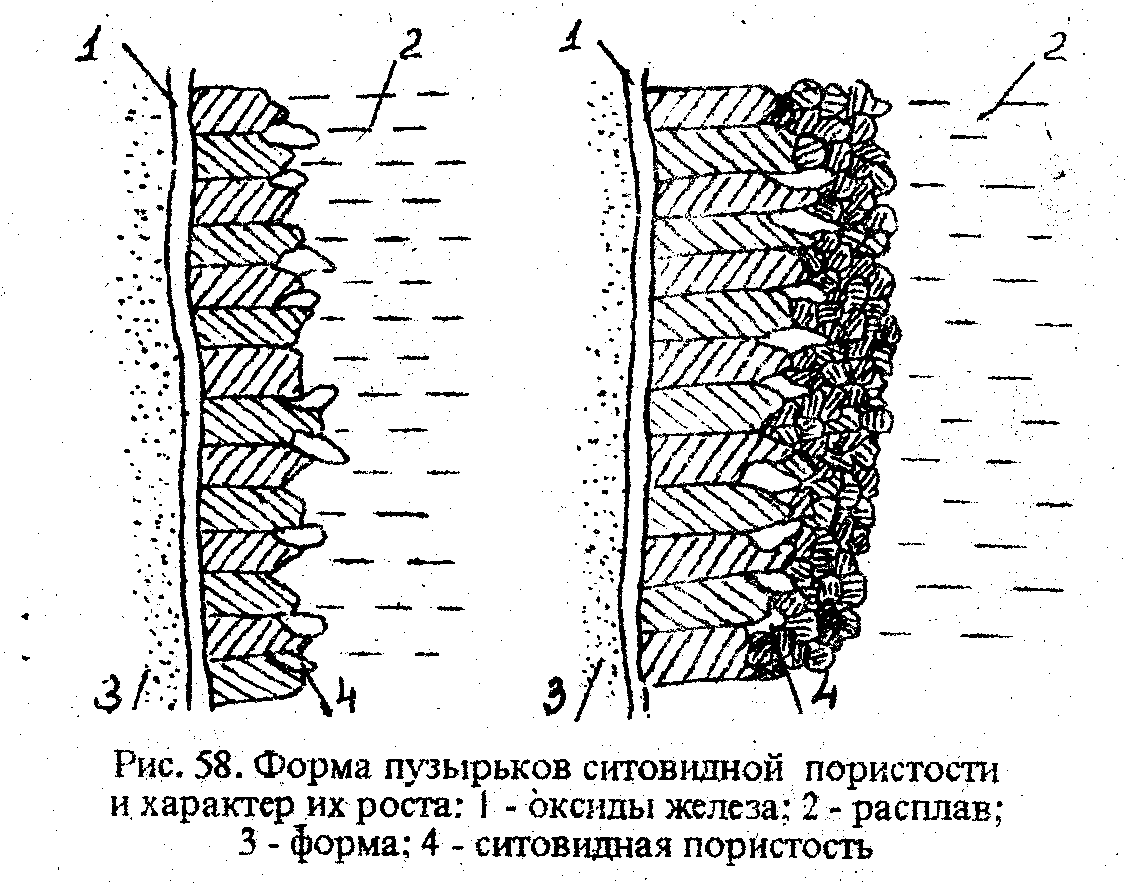
1 – оксиды железа; 2 – расплав; 3 – форма; 4 – ситовидная пористость
Рис.3. Форма пузырьков ситовидной пористости и характер их роста
Причины:
1. Водород или азот, растворяющиеся в расплаве при его контакте с формой, или их сочетание. В процессе затвердевания растворимость этих газов в металле быстро снижается, образуя ситовидную пористость: 2Н → Н2 (ситовидная пористость), 2N → N2 (ситовидная пористость). Водородная теория была применена для сплавов Mg, Al, Cu, Fe, а азотная – только для сплавов Fe;
2. Образование СО (только в сплавах железа). В расплаве присутствует кислород в форме оксидов. Содержание кислорода возрастает при контакте металла с формой, поскольку на поверхности отливки образуются оксиды FeO. При определенном содержании кислорода в металле происходит восстановление оксидов углеродом расплава по реакции: МеО + С (в металле) → Ме + СО (ситовидная пористость). Образовавшиеся пузырьки СО могут увеличиваться за счет диффузии водорода, иногда других газов, которые в них ассоциируются в молекулы. СО, как причина ситовидной пористости, указывается для отливок из стали, высокопрочного и серого чугуна. В работах Гака приводится теория возникновения ситовидной пористости в сером чугуне при наличии корольков внутри газовых пор вследствие протекания следующих реакций: Fe2O3 + 3C (в металле) → 2Fe + 3CO (ситовидная пористость) или 2Fe2O3 + 3C (в металле) → 4Fe + 3CO (ситовидная пористость). Присутствующие С или СО2 образуют в пузырьках пленку графита.
3. Образование водяного пара. Эта гипотеза была предложена, в частности, для сплавов Cu, но была применена и для сплавов железа (для отливок из стали). Водяной пар образуется при повышенной температуре в сырой форе по уравнению: MeO + 2H → Me + H2O (ситовидная пористость).
4. Образование сероводорода. Эта теория применяется специально для высокопрочного чугуна. При обработке чугуна магнием образуется MgS, который частично остается в расплаве. При заливке в сырые формы происходит реакция MgS + H2O → MgO + H2S (ситовидная пористость).
Таким образом, пористость в отливках из сплавов железа появляется главным образом при их изготовлении в сырой форме. Для стали наиболее важной причиной ситовидной форме. Для стали наиболее важной причиной ситовидной пористости считают СО, в то время как в сером чугуне и, в особенности высокопрочном, – водород. Однако механизм образования ситовидной пористости не является простым, на его возникновение оказывают влияние одновременно и другие газы: азот, водяной пар, углекислый газ и т.п.
Для предупреждения ситовидной пористости производится тщательное раскисление металла и обеспечивается полная защита стали от воздействия влаги и водяного пара. Для этого необходимо хорошо просушивать футеровку печи и приспособления, которые входят в контакт с жидким металлом.
Неметаллические включения, засоры. Правильно соблюдать технологический процесс приготовления формы и формовочной смеси. Неметаллические включения в отливках представляют собой твердые частицы соединений компонентов сплавов с неметаллическими примесями. Их размеры колеблются от долей микрона до десятков микрон. Основная масса неметаллических включений в литейных сплавах делится по составу на окислы и сульфиды. По видам источников неметаллические включения: на попадающие в сплав вместе с шихтой, продукты взаимодействия компонентов сплава с примесями или добавками, продукты взаимодействия компонентов сплава с атмосферой. По формам неметаллические включения делятся на круглые, кристаллические, дендритные и пленочные. Причины: 1.Неправильный расчет и конструкции элементов литниковой системы; 2.Некачественная сборка формы. 3.Низкая формовочной или стержневой смеси. 4.Слабое уплотнение формы или стержня.