

21. Основы расчета литниковых систем приближенным универсальным методом

1 – воронка; 2 – стояк; 3,4 – шлакоуловитель;
5 – питатель, 6 – тупик; 7 – полость формы
Рис. 1 – Литниковая система
Литниковая система – совокупность каналов в литейной форме, через которые металл из ковша поступает в полость формы (рис.1).
Тип литниковой системы выбирают в зависимости от сплава и конструкции отливки. Необходимо учитывать ряд требований: обеспечивать заполнение формы без недоливов и спаев; задерживать шлак и неметаллические включения; обеспечивать заполнение формы за оптимальное время с определенной скоростью, без разбрызгивания и размывания стенок формы; расход металла на литниковую систему должен быть минимальный.
Расчет оптимальной продолжительности заполнения формы и скорости подъемауровня металла в форме. При выборе оптимальной продолжительности заполнения формынужно учитывать уровень металла в месте подвода сплава. При подводе снизу при прочихравных условиях продолжительность заливки должна быть меньше, чем при подводе сверху,так как при этом нужно обеспечить достаточно высокую температуру сплава в прибыль.
При подводе в тонкие части большая продолжительность заливки будет способствовать меньшим внутренним напряжениям в отливке.
Аналитическое определение min и max в настоящее время затруднительно. Поэтому в практике расчетов широко используются эмпирические зависимости. Наиболее широко известна формула Г.М. Дубицкого:
![]() ,
где опт
– оптимальное время заполнения формы,
с; S1
– коэффициент продолжительности
заливки, зависящий от температуры
отливки, рода сплава места подвода,
материала формы и т.д.;
– преобладающая толщина стенки отливки,
м; G – масса жидкого металла, приходящегося
на одну отливку в форме, кг.
,
где опт
– оптимальное время заполнения формы,
с; S1
– коэффициент продолжительности
заливки, зависящий от температуры
отливки, рода сплава места подвода,
материала формы и т.д.;
– преобладающая толщина стенки отливки,
м; G – масса жидкого металла, приходящегося
на одну отливку в форме, кг.
Под преобладающей толщиной стенки понимается толщина стенки, наиболее удаленной от питателей и находящейся в наиболее неблагоприятных с точки зрения заливки условиях. При этом не всегда совпадает с геометрической толщиной стенки. Масса заливаемого в форму сплава: Gж = N*Gотл + Gприб + GЛ.С., где где N – количество отливок в форме, шт; Gотл – черновая масса отливки, кг; Gприб, GЛ.С. – масса прибылей и литниковой системы (принимается 25-30 % и 4-10 %, соответственно от Gотл), кг
Для получения качественной, отливки допускается отклонение зал от рассчитанного onm в большую или меньшую сторону не более, чем на 20 %.
Определяют среднюю скорость по формуле: ср = hотл / опт, где hотл – высота отливки, м.
Расчет элементов литниковых систем. Расчет литниковых систем сводится к определению площади наименьшего (лимитирующего) сечения с последующим определением остальных элементов.
Для чугунных и стальных отливок применяют замкнутые (сужающиеся системы), т.е. узким местом является питатель. Питатели является узким местом и для большинства медных сплавов, кроме тех, которые склонны к вспениванию – окислению (алюминиевые сплавы, бронза и латуни). При литье легких сплавов применяют расширяющиеся и замкнутые системы. Узким местом в этом случае является сечение стояка снизу или шлакоуловителя.
Для расчета размеров сечения узкого места предложено множество формул, таблиц, номограмм, которые корректируют применительно к конкретным отливкам. В расчетах учитывают тип ковша для разливки сплавов (поворотный, стопорный), способ подвода расплава (на одном или нескольких уровнях) и другие факторы.
Расчет
площади узкого места производится по
формуле (рис.2):
![]() ,
где
– коэффициент расхода литниковой
системы;
– плотность сплава, кг/м3;
g = 9,8 м/с2;
Р – расстояние от уровня подвода металла
до верхней точки полости формы по
отливку, м; hст
– высота стояка, м: при боковой системе:
hст
= Р + 1/2* hотл;
при верхней системе: hст
= 1/2* hотл;
при нижней системе: hст
= 1/2* hотл
(1/2* hотл
– рекомендуемая толщина слоя смеси над
полостью формы под отливку, м).
,
где
– коэффициент расхода литниковой
системы;
– плотность сплава, кг/м3;
g = 9,8 м/с2;
Р – расстояние от уровня подвода металла
до верхней точки полости формы по
отливку, м; hст
– высота стояка, м: при боковой системе:
hст
= Р + 1/2* hотл;
при верхней системе: hст
= 1/2* hотл;
при нижней системе: hст
= 1/2* hотл
(1/2* hотл
– рекомендуемая толщина слоя смеси над
полостью формы под отливку, м).
Значения Нр, Р, hст выбирают в зависимости от типа литниковой системы (рис.2).
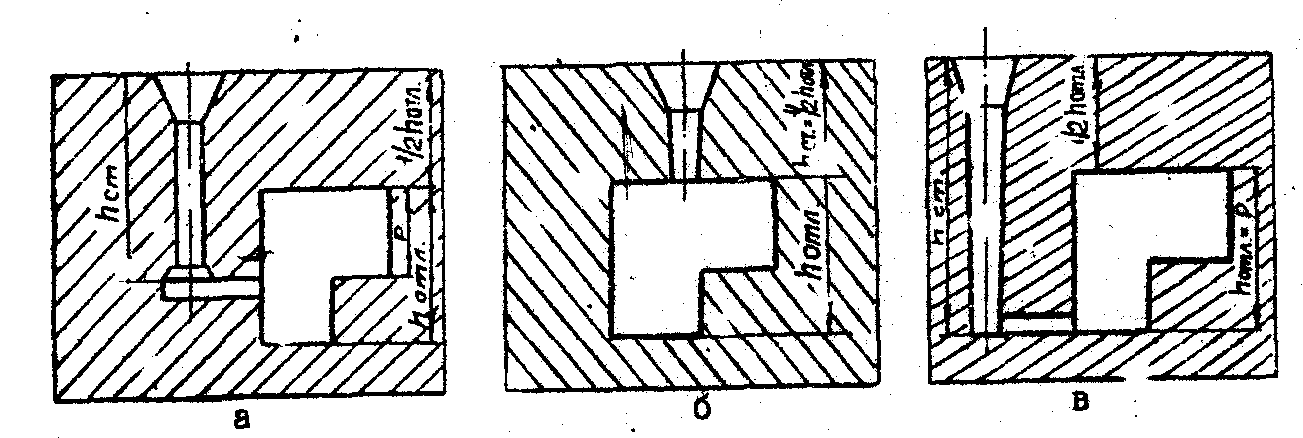
а – боковая; б – верхняя; в – нижняя
Рис.2. Типа литниковых систем
Коэффициент
расхода литниковой системы ()
определяется суммой потерь П:
![]() .
.
В литниковых системах встречаются следующие сопротивления и соответствующие потери напора:
1. Повороты каналов (Ппов):
2. Резкие изменения сечений (Псеч):
Чаще всего соотношение сечений 0,8.
3. Вход из широкой полости в узкий канал Пк (из чаши к стояку); как правило, Пк = 0,5.
4. Сопротивление в виде сетки (Пс), обычно Пс = 5.
5.
Потери на трение:
![]() ,
где
,
где
![]() –
средний коэффициент потерь на трение
(0,04) на сумму отношений длин к диаметрам
всех элементов литниковой системы.
–
средний коэффициент потерь на трение
(0,04) на сумму отношений длин к диаметрам
всех элементов литниковой системы.
Посла расчета площади узкого места литниковой системы (для чугунов и стали – питателей) площади сечений остальных элементов выбирают из определенных соотношений:
- для чугунных отливок: Fпит : Fшл : Fст = 1 : 1,2 : 1,4;
- для стальных отливок: Fпит : Fшл : Fст = 1 : 1,5 : 1,3;
- для алюминиевых и магниевых отливок:
Fст.в. : Fст.н : Fшл : Fпит = (1,7-1,5) : 1 : 2 : (2-3);
- для медных отливок: Fст.в. : Fст.н : Fшл : Fпит = 2 : 1,6 : 1,3 : 1.
Из площади сечения стояка в нижней его части (Fст) находят диаметр (м):.
![]()
Внизу под стояком нужно устраивать зумпф – углубление, уменьшающее опасность разрушения формы в этом месте. Для отливок из магниевых и алюминиевых сплавов применяют цилиндрические или плоские изогнутые змеевидные стояки.