

14. Рафинирование, раскисление и модифицирование металлических расплавов
Очистка от вредных примесей называется рафинированием. Даже при точном выполнении процесса плавки в расплаве остаются примеси, попавшие в шихтой, образующиеся результате взаимодействия расплава с футеровкой, атмосферой, шлаком и т.д. В настоящее время существует большое количество способов рафинирования.
Окислением очищают расплавы в печи от растворимых металлических примесей (Cu от Pb, Fe, Ni, As, Vi, Sb; Ni от Si, S, Mg, Mn).
Добавка должна иметь большее сродство к кислороду (S, Cl, F), чем рафинируемый расплав.). Затем в ковш переливают расплав.
Флюсование. Флюсы – это в основном материалы минерального происхождения. Покровные флюсы предохраняют твердую шихту от окисления, а расплав – от контакта с атмосферой. Рафинирующие флюсы содержат химически активные компоненты, которые образуют с примесями нерастворимые соединения, и ошлаковывающие вещества, которые обволакивают твердые примеси и выносят их в шлак. Иногда используют покровно-рафинирующие флюсы.. Флюсование может быть верхнее, нижнее и по всему объему в зависимости от плотности примесей. Очень важно, чтобы флюсы лучше смачивали примеси, чем расплав; поверхностное натяжение флюсов должно быть минимальным.
Дегазация. Если газ с металлом при кристаллизации образует твердые растворы, то на качество отливок это сильно не влияет. Если же газ с металлом образует жидкие растворы, и затем он выделяется, то возникают поры или раковины.
Поэтому проводят дегазацию шихтовых материалов, жидкого металла вакуумированием, продувкой расплава газами, обработкой хлоридами. Выдержкой в атмосфере инертных газов, физическим воздействием на жидкий металл. А также предупреждают выделение газов при кристаллизации.
Вакуумирование. По закону Сивертса , где S – растворимость газов, К – коэффициент пропорциональности, Р - давление над металлом. Чем больше Р, тем меньше S. Создание разрежения над металлом сопровождается понижением температуры кипения усилением выделения газа из металла. С пузырьками газов из расплава выносят в шлак и твердые включения.
Вакуумирование широко применяют для дегазации медных, алюминиевых, никелевых и специальных сплавов. Сплавы с легкоиспаряющимися компонентами не вакуумируют, т.к. они испаряются вместе с газами.
Продувка газами. По отношению к сплаву промывные газы делятся на инертные (например, N, Ar, He) и активные (хлор). В пузырьки промывного газа диффундируют растворенные в металле газы. Чем мельче пузырьки промывного газа, тем медленнее они всплывают и больше собирают газовых пузырьков из металла, а заодно и твердых включений.
После продувки сплав выдерживают 10-15 мин для окончательного выхода на поверхность расплава даже очень мелких пузырьков газов. Продувкой газами обрабатывают, главным образом, алюминиевые сплавы.
Обработка хлоридами. Механизм тот же, что и при продувке газами, только используют хлориды Zn, Al, Mn, B и другие. Твердые хлориды вводят на дно ванны, жидкие и объем. Самый дешевый – хлористый аммоний. В результате происходит механический выброс оксидов и газов на поверхность ванны.
Выдержка расплава в атмосфере инертных газов. Процесс также основан на законе дальтона о выравнивании парциальных давлений газа в расплаве и атмосфере над ним (вакуум или другой газ) за счет диффузии газа из расплава. Применяется для обработки сплавов, на поверхности которых не создаются плотные и прочные пленки оксидов затрудняющих диффузию (как, например, алюминиевые сплавы и медные сплавы на основе Al, Si, Be и т.д.).
Фильтрация. Даже после лучших способов рафинирования в расплаве остаются неметаллические включения в виде оксидных плен и шлака. Для окончательной очистки расплав подвергают фильтрации через инертные, активные фильтры или жидкие солевые растворы. Инертные фильтры – это сетки из окалиностойкой стали, титана, стеклоткани, а также кусковые фильтры – бой графитшамотных тиглей, флюсовая и магнезитовая крошка, стальные шарики и т.д. Активные фильтры – фтористые соли и флюсы с большей температурой плавления, чем у сплава (криолит Na3ALF6 – Тпл = 1000 ºС; плавиковой шпат CaF2 – 1378 ºC; 52 % MgF2 + 48 % CaF2 – 948 ºC; 80 % Na3AlF6 + 20 % CaF2 – 900 ºС) в виде кусковых однородных или послойных фильтров.
Отстаивание. Отстаивание применяют для алюминиевых и магниевых сплавов в тех случаях, когда разница плотностей сплава и неметаллических (крупных) включений значительная.
Модифицирование. Важнейшим методом физико-химического воздействия на кристаллизацию является модифицирование. Оно сводится к введению в сплав веществ (модификаторов), вызывающих измельчение размеров и благоприятное изменение формы структурных составляющих. Модификаторы не изменяют «сущности» сплава, так как вводятся в небольших количествах, но изменяют его структуру. Многие из них активно взаимодействуют с компонентами сплава в жидком состоянии, в результате чего эффект модифицирования при выдержке в таком состоянии ослабляется. Введение модификаторов7
ряде случаев сопровождается благоприятным воздействием на вредные примеси (раскислением, дегазацией, связыванием серы в устойчивые сульфиды).
По воздействию они делятся на два рода.
Модификаторы первого рода непосредственно образуют центры кристаллизации. Они должны либо сами обладать высокой температурой плавления и создавать твердые частицы, вызывающие гетерогенные образования зародышей, либо образовывать с компонентами сплавов тугоплавкие соединения, играющие такую же роль.
И. В. Мальцев предложил следующие критерии для выбора модификаторов первого рода: добавка должна образовывать устойчивое тугоплавкое соединение с одним из компонентов сплава (желательно сего основой) или же сам модификатор должен иметь более высокую температуру плавления, чем основа сплава. При этом желательно, чтобы химическое соединение давало эвтектику или перитектику с основой сплава при очень малой концентрации добавки. В заэвтектической или заперитектической области кривая ликвидуса должна возрастать по возможности круто .
Гораздо большее значение имеют модификаторы второго рода, являющиеся поверхностно активными веществами. При кристаллизации они концентрируются на поверхности растущих кристаллов и тормозят их рост. Это должно вызывать увеличение переохлаждения перед фронтом кристаллизации и создавать условия для ускорения возникновения новых центров кристаллизации.
При выборе модификаторов второго рода можно использовать следующие положения.
Добавка должна иметь низкий коэффициент распределения в кристаллизующиеся вещества. Это вызовет концентрацию атомов
добавки вблизи поверхности кристалла. Растворимость добавки в твердой фазе должна быть небольшой – в пределах 0,01-0,1 ат.%. Добавка должна образовывать с основой сплава эвтектику с температурой, близкой к температуре плавления основы сплава (рис. 54, б).
Модификаторы второго рода не только измельчают зерно, но и изменяют формы роста кристаллов. Они препятствуют развитию игольчатых или пластинчатых кристаллов, придавая им округлые формы. Обычно они имеют невысокие температуры плавления, часто более низкие, чем температура плавления основы сплава.
Размер зерна при увеличении количества добавки модификаторов обоих родов первоначально уменьшается пропорционально ее концентрации. При некотором количестве добавки размер зерна чаще всего стабилизируется (кривая 1) или продолжает увеличиваться (кривая 2) (рис.2). Введение модификаторов, в особенности второго рода, снижает поверхностное натяжение сплавов. Это само по себе должно облегчить условия возникновения центров кристаллизации и снижать интервал метастабильности.
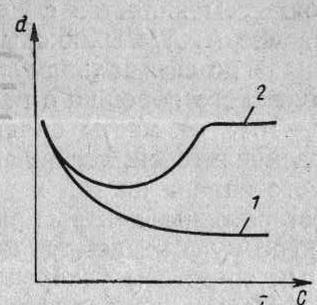
Рис.2. Влияние добавок модификатора на размер зерна d
Раскисление. Во всех способах производства стали (конвертерном, мартеновском, электросталеплавильном) в процессе плавки по мере окисления примесей (кремния, марганца и углерода) происходит постепенное повышение содержания кислорода. В конце окислительного периода плавки содержание растворенного кислорода в жидком металле определяется в основном концентрацией углерода, причем максимальное содержание кислорода достигается при низкой концентрации углерода. Задачей раскисления является снижение концентрации растворенного кислорода и возможно полное удаление из металла продуктов раскисления. Оставшийся в металле кислород в неактивной форме в гораздо меньшей степени способствует ухудшению свойств готовой стали.
В металлургической практике применяют следующие способы раскисления стали: 1) осаждающее; 2) диффузионное; 3) синтетическими шлаками; 4) в вакууме. Наиболее распространенным способом является осаждающее раскисление, при котором снижение концентрации растворенного в жидком металле кислорода достигается связыванием его элементами-раскислителями (Mn, Si, A1, Ti, Zr, Ca, P3M), обладающими большим химическим сродством к кислороду, чем железо.
При введении раскислителя R в металле имеет место взаимодействие х [О] + у [R] = RуОх с образованием оксида элемента-раскислителя RуОх в газообразном, жидком или твердом состоянии, нерастворимого в стали. Степень понижения концентрации растворенного кислорода зависит от раскислительной способности элемента-раскислителя, обычно определяемой концентрацией растворенного в жидком железе кислорода, который находится в равновесии с концентрацией элемента-раскислителя. С увеличением степени химического сродства элемента-раскислителя к кислороду растет его раскислительная способность. Образующиеся продукты раскисления вследствие их меньшей плотности в той или иной степени удаляются из металла. Из большого числа раскислителей наиболее широко применяют марганец, кремний (в виде ферросплавов) и алюминий-В последние годы все большее распространение получают процессы, совмещающие раскисление и десульфурацию. В этих процессах в жидкий металл в ковше вдувают в струе инертного газа щелочноземельные металлы (ЩЗМ) или их соединения. Чаще всего используют кальций.