

-
Види з'єднань металевих листів і фасонних деталей вентиляційної заготовки
Основними видами з'єднань металевих листів і фасонних деталей є фальцеві й зварні з'єднання. Фальц- замкове з'єднання тонколистового металу з профільними вигинами. Фальцеві з'єднання використовують , якщо товщина металевих листів до 1,5 мм, алюмінієвих - до 2 мм. Зварну заготовку виготовляють із сталі, товщина якої 1,25...З мм, і алюмінію - більше ніж 2мм.
Зварні з'єднання застосовують для виготовлення повітропроводів, фасонних та інших деталей вентиляційних систем підвищеної герметичності. Основні види зварних з'єднань наведені на рис.6.10.
Основні види замкових фальцевих з'єднань наведені иа рис.6.11. Фальцові з'єднання формуються на спеціальних верстатах. Суттєвий їх недолік - перевитрата до 10 % металу на формування шва.
Найрозповсюдженіше зварне з'єднання тонколистового металу -цс з'єднання внапусток. Перевитрата металу на утворення швів становить 4...5 % від загальної площі поверхні повітропроводів.
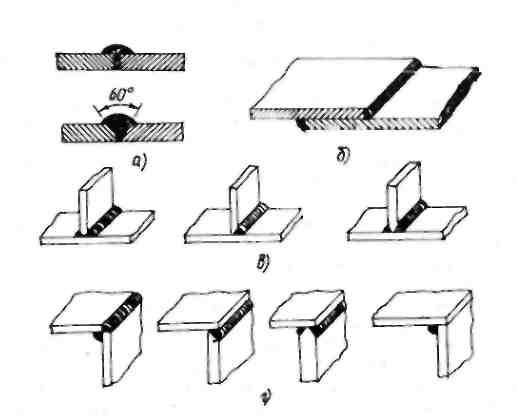
Рис.1. Види замкових фальцсвих з'єднань тонколистового металу: а) лежачий фальц; б) лежачий фальц з подвійним підсіканням; в) кутовий фальц; г) кутове фальцевс з'єднання з просічнимн защіпками; д) стоячий фальц; є) зигове з'єднання; ж) рейкове з'єднання.
4.3 Технології виготовлення металевих повітропроводів
Повітропровід - це трубопровід для транспортування повітря, виготовлений з різних матеріалів залежно від властивостей повітря І форми поперечного перерізу.
Для повітропроводів з тонколистової сталі за нормативний розмір допускається приймати зовнішній діаметр поперечного перерізу. Товщину сталі для повітропроводів загального призначення приймають залежно від діаметра:
діаметр повітропроводу, мм100...450 500...800 900.. 1600 1800 2000
товщина сталі, мм 0,6 0,7 1,0 1,4
Круглі повітропроводи можна виготовляти як прямошовними (поздовжні шви паралельні до осі), так і спіралешовними ( із спіралезамковими або спіралетваренимн швами). Стандартні прямошовні труби, для виготовлення яких використовують листи тонколистової сталі розміром 1000 х 2000 мм, мають фіксовану довжину: 1980 мм - для фальцевих і 2010 мм - для зварних труб.
Труби, які виготовлені иа фальцевих з'єднаннях, мають на кінцях фланці, на дзеркало яких відбортовугться смуга листової сталі, ширина якої 7...10 мм. Труби, які виготовлені зварюванням, звичайно не мають відбортувания, а листи приварюються до фланців.
Спіралешовні труби виготовляють на спеціальних станах. Довжина цих труб значно перевищує стандартну (до 6 м і більше). Для спірале замкових груб використовують сталеву холоднокатану просту або оцинковану стрічку, товщина якої 0,5..І мм і ширина 125... 135 мм.
Недолік таких повітропроводів - значна перевитрата металу (до 15 %) на утворення спіралефальцевого шва.
Спіралезварені труби виготовляють з сталевої гарячекатаної стрічки шириною 400...750 мм, товщиною 1 ...2,2 мм. Зварене спіральне з'єднання виконується внакладку (внапусток) близько 10 мм за допомоюю зварювального напівавтомата. Недоліком сиіралезварсних труб с те, що їх неможливо виютовляти з металу, товщина якого менша за І мм.
У загальному обсязі вснтиляційно-заготівельного виробництва прямі повітропроводи становлять 55...60 %, а фасонні деталі 30...35 %.
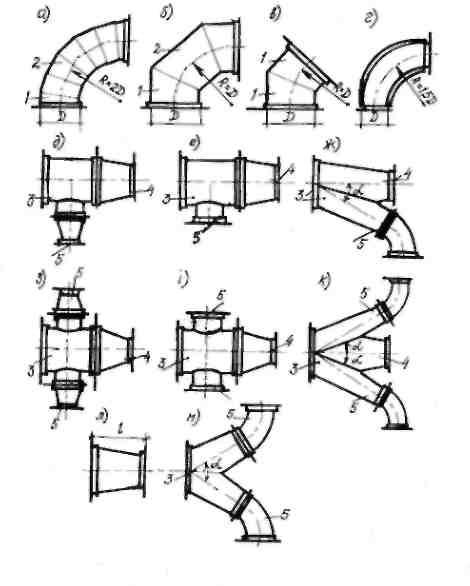
Рис.2. Фасонні елементи круглих повітропроволіп: а) відвід систем аспірації; б),в) відводи з центральним кутом 90° і 45°; г) штампований відвіл; д) уніфікований вузол відгалуження; с)нряма вріїка; ж)ирямий Трійник для систем аспірації; з) уніфікована хрестовина; і) хрестовина і прямими врізками; к) хрестовина для систем аспірації; л) уніфікований перехід; м) штаноподібний трійник;
1- стакан; 2 - ланка; 3 - основа; 4-прохід; 5 - відгалуження
В останні роки у світовій і вітчизняній практиці для виготовлення вентиляційної заготовки широко використовується рулонна тонколистова сталь (як оцинкована, так і без покриття), що забезпечує практично безвідхідний розкрій металу, зручність транспортування і складування, а головне - можливість надійної автоматизації розкручування, розмічування і розрізання заготовок. У вітчизняній практиці використовують автоматичні лінії трьох типів: - для різання рулонної сталі на смуги (И-118ЦМ), для поперечного (СТД-13008) і поздовжиьо-поперечпого різання (СТД-13024).
Комплексна модернізація виробництва вентиляційних заготовок на ЦЗЗ може бути забезпечена за рахунок впровадження робототехніки Розрізняють роботи, пов'язані з технологічним обладнанням, і роботи, пов'язані з технологічним процесом. Перші характеризуються жорстким механічним зв'язком з машинним обладнанням, з яким вони поєднані також спільною системою управління. Вони виконують такі операції: подання і видалення матеріалу, встановлення і видалення заготовок, фіксування виробів та інструменту, переміщення виробів між позиціями оброблення, управління вимірювальними пристроями, штабелювання виробів.
Роботи другого типу призначені для автоматизації ручних операцій і технологічних процесів.
В світовій практиці питома вага роботів, прив'язаних до специфічного технологічного процесу, становить 85.-90% (приблизно 60% роботів даного типу виконують маніпуляції виробом і 40% -інструментом).
Під час виготовлення фальцевих повітропроводів під хомутові з'єднання з технологічного процесу виключаються операції фланцювання і иабортування на дзеркала фланців, а з'являється операція формування на торцях відбортування під хомутові з'єднання.
Прямокутні повітропроводи можуть бути як прямошовннми, так і зібраними на защіпальному з'єднанні з окремих плоских або Г-подібннх панелей безпосередньо на об'єктах монтажу.
Збирання повітропроводів на защіпальному з'єднанні дає змогу значно знизити транспортні втрати, оскільки в цьому випадку перевозяться не громіздкі повітропроводи, а лише плоскі панелі (рис.6.14), які займають значно менше місця. Стандартна довжина прямих ділянок прямокутних труб така ж, як і круглих, тобто 1980 мм (фланцевих) і 2010 мм (зварених).
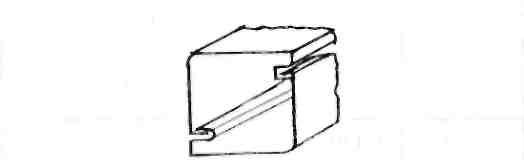
Рис.3. Прямокутний повітропровід з двох Г-подібннх плоских панелей на защіпальиих з'єднаннях