1.3. Монтажне проектування систем тгв
Для типових будинків, що споруджуються з елементів заводського виготовлення, монтажне проектування можна виконувати на основі робочих креслень санітарно-технічних систем та будівельних креслень, що розроблені проектною організацією. В нетипових будинках фактичні розміри будівельних конструкцій можуть значно відрізнятись від проектних. Для таких будинків монтажні креслення сантехнічних систем розробляють на основі натурних замірів. Цей спосіб монтажного проектування забезпечує високу якість монтажних заготовок. Недолік способу - необхідність викінчення будівельних робіт, що віддаляє строки монтажу сантехнічних систем. Розробляючи монтажні ескізи, креслення та виконуючи заміри, використовують такі поняття, як:
ДЕТАЛЬ - частина трубопроводу, що не має з'єднань (відрізок труби, фланець, відвід тощо), а також пристрої для закріплення трубопроводу (опора, підвіска тощо);
ЕЛЕМЕНТ- складається з двох-трьох деталей, що з'єднані зварюванням, різзю чи іншим способом (трубопровід з фланцями, трубопровід з одним-двома відводами тощо);
ВУЗОЛ - поєднання декількох деталей з використанням розбірних і нерозбірних з'єднань, що обмежене транспортними габаритами; вузли поділяються на плоскі і просторові;
БЛОК - з'єднання з декількох трубних вузлів або вузлів та приладів;
СЕКЦІЯ - з'єднані декілька труб одного діаметра (вісь трубної секції є прямою лінією);
ЛАНКА - частина зовнішнього трубопроводу, що складається з декількох співвісно з'єднаних труб;
МОНТАЖНЕ ПОЛОЖЕННЯ приладу, обладнання, трубопроводу - це таке їх розташування відносно будівельних конструкцій та іншого обладнання, яке забезпечує зручність монтажу і безпечну експлуатацію;
БУДІВЕЛЬНА ДОВЖИНА (lбуд) - розмір, що визначає положення деталі трубопроводу або вузла щодо суміжної деталі чи обладнання системи (наприклад, відстань від осі стояка до осі приладу або відстань між центрами з'єднувальних частин, арматури, відгалужень);
МОНТАЖНА ДОВЖИНА (lм) - дійсна довжина деталі без з'єднувальних частин і арматури; монтажна довжина деталі менша від її будівельної довжини на розмір скидів Х (рис. 2.1);
СКИД - відстань між віссю з'єднувальної частини або арматури і торцем вкрученої в неї трубної деталі;
ЗАГОТІВЕЛЬНА ДОВЖИНА (lзаг) - повна довжина відрізка прямої труби, що необхідна для виготовлення вигнутої чи прямої деталі; у прямих, не зігнутих деталях монтажна і заготівельна довжини однакові. Заготівельні довжини зігнутих деталей визначають за формулами, що наведені у довідковій літературі.
-
З’єднання сталевих водогазопровідних труб
Для сантехнічних систем найчастіше використовують сталеві труби.
Сталеві труби з’єднуються між собою і з арматурою різзю, фланцями, зварюванням, а також накидними гайками (рис. 2).
Місця з’єднання труб (стики) повинні бути такими ж міцними, герметичними і довговічними, як і самі труби.
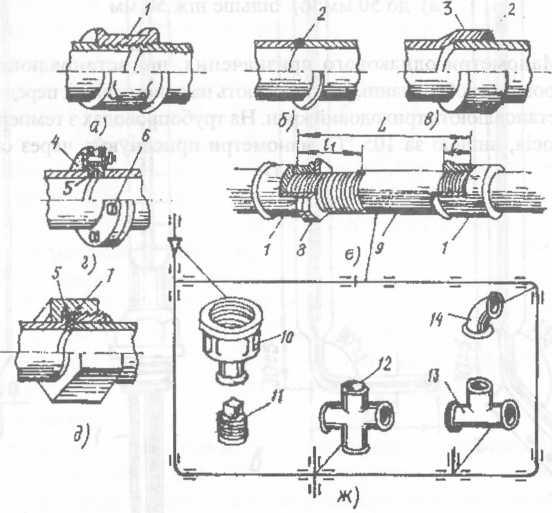
Рис.2. Види з’єднання труб і з’єднувальні деталі: а) різьове; б) зварне впритул; в) зварне врозтруб; г) фланцеве; д) накидною гайкою; є) згін; ж) з’єднувальні деталі; 1 - муфта; 2 - зварний шов; 3 - розтруб; 4 - фланець; 5 - ущільнювальна прокладка; 6 - болт з гайкою; 7 - накидна гайка; 8 - контргайка; 9 -згін; 10 - перехідна муфта; 11 - пробка; 12 - хрестовина; 13 - трійник; 14 - кутник 36
З’єднання труб виконують переважно нерозбірними (зварними, різьовими). Для демонтажу труб під час ремонту, а також в місцях встановлення арматури передбачають розбірні з’єднання (фланцеві, накидною гайкою). Різьове з’єднання труб (рис.2, а) забезпечує герметичність і міцність, але вимагає більших затрат часу на збирання, ніж зварне з’єднання. Зменшення товщини стінки труби в місці нарізаної різі знижує довговічність з’єднання, тому такі з’єднання можна застосовувати тільки в місцях, що доступні для огляду і ремонту Використовують трубну циліндричну (рис. 3, а, б) і рідше конічну різь (ГОСТ 6211-81, рис.4.2,в). Циліндрична різь (ГОСТ 6357-73) може бути нарізаною або накоченою (остання формується на тонкостінних трубах). Для забезпечення міцності труби критична (мінімальна) товщина її стінки SKp повинна бути не меншою від певного значення. У різі дві останні нитки мають неповний профіль, який називається збігом (рис.3, а).

Рис.3. Трубні різі: а) циліндрична нарізана; б) циліндрична накочена; в) конічна; 1 - труба; 2 - збіг; 3 - робоча частина
Для нерозбірних різьових з’єднань використовується коротка різь, довжина якої дещо менша від половини довжини з’єднувальної муфти. Між торцями труб залишається проміжок 2...З мм, що дає змогу заклинити муфту на збігу різі й герметизувати з’єднання.
Розбірні різьові з’єднання сполучають за допомогою згону (рис.2, і), який з’єднується з трубами муфтами 1 і ущільнюється контргайкою 8. На кінцях згону передбачаються коротка і довга різі. Довжина останньої повинна бути такою, щоб на неї під час роз’єднання згону муфта і контргайка накручувались вільно. Довжина різі згону залежить від діаметра труби.
Для приєднання бокових відгалужень, зміни діаметра, напрямку трубопроводу використовують з’єднувальні фасонні деталі (рис. 2,ж). Трубні різьові з’єднання виконують у такій послідовності: розмічають і відрізають труби, нарізають або накочують різь, вибирають і вкладають ущільнювальний матеріал, збирають з’єднання.
Ущільнювальний матеріал різьового з’єднання вибирають залежно від температури теплоносія. Якщо температура теплоносія до 105 °С, використовують лляну пряжу, просочену суриком або білилами, замішаними на натуральній оліфі. Якщо температура до 200 °С, застосовують стрічку і шнур ФУМ (фторопластовий ущільнювальний матеріал).
Різьові з ’єднання збирають за допомогою трубних ключів різної конструкції: розсувного, важільного, ланцюгового, накидного, приводного. На заготівельних підприємствах використовують електроприводні ключі і гайковерти.
Різьові з’єднання доцільно збирати після зварювання і трубопроводу. Якщо ж необхідно виконати зварний стик після ущільнення різьового з’єднання, то він повинен розташовуватись на відстані >400мм від нього.
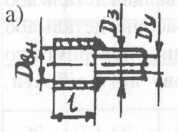
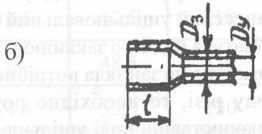
Завдяки високій міцності, герметичності та довговічності зварні і'єднання труб найрозповсюдженіші. Однак для їх виготовлення необхідне відповідне обладнання і висока кваліфікація робітника. Під чиє ніарювання труб, деталей і вузлів керуються вимогами ГОСТу 12.3.003-86. Труби Dy ≤25 зварюють внапусток, використовуючи розтруби або приварені стаканчики (безрізьові муфти) на одному з кінців труб, що стикуються. Такі з’єднання запобігають виникненню напливів металу всередині труби і компенсують допуски в розмірах трубних заготовок і неточності виконання будівельних конструкцій (під час монтажу). Стаканчики приварюють до труби, а розтруби формують, нагріваючи з розширенням кінці труби на спеціальних верстатах (машинах контактно-стикового зварювання МСР-50, МСР-75 з вбудованими спеціальними оправами).
В умовах заготівельних підприємств допускається з’єднання впритул труб Dy <25 з використанням кондукторів.
Розміри приварених стаканчиків (а) і розтрубів (б), мм
|
Труби, що з'єднуються |
Муфги (а) і розтруби (б) |
|||
|
Dy |
Ds |
Dbh |
1 |
|
|
15 |
21,3 |
23 |
60 |
|
|
20 |
26,8 |
29 |
||
|
25 |
33,5 |
36 |
||
|
32 |
42,3 |
44 |
||
|
40 |
48 |
50 (53) |
||
Примітка: Розміри в дужках стосуються привареної муфти (стаканчика)
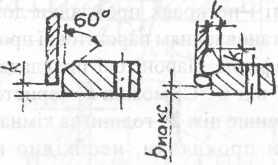
Фланцеві з’єднання: Відстань між ущільнювальною поверхнею фланця і торцем труби, а також розташування окремих елементів з’єднання наведені в табл.2.
|
|
k |
b макс |
|
10-20 |
3 |
0.5 |
|
25-50 |
4 |
|
|
65 - 150 |
5 |
|
|
200 |
7 |
1.0 |
|
250 - 400 |
9 |