

Лекция № 5.
-
ВЛИЯНИЕ ТВО НА ПРЕДЕЛЬНЫЕ СОСТОЯНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ПЛАН ЛЕКЦИИ:
-
Особенности тепловой обработки преднапряженных железобетонных конст- рукций.
-
Напряженно-деформированное состояние преднапряженных железобетонных конструкций в процессе ТВО при стендовой технологии изготовления.
-
Напряженно-деформированное состояние преднапряженных железобетон-ных конструкций в процессе ТВО при агрегатно-поточной технологии изготовления.
-
Вопрос
5.1.
Особенности тепловой обработки преднапряженных железобетонных конструкций
Задача (цель) ТВО - обеспечить требуемую передаточную Rbp прочность бетона (для преднапряженных конструкций) или отпускную (для обычных железобетонных конструкций) которая указывается в проекте и регламентируется Нормами.
Существуют различные способы ТВО, что не является предметом нашей лекции. Мы будем рассматривать лишь то, как влияет ТВО на напряженно-деформированное состояние (НДС) преднапряженной конструкции (ПНК), а значит и на ее качество.
Основным технологическим фактором передела ТВО является температурное поле (или температурный градиент, перепад между первоначальной температурой элементов tнач и температурой tср в процессе ТВО), которое может быть обозначено как t= tсрtнач.
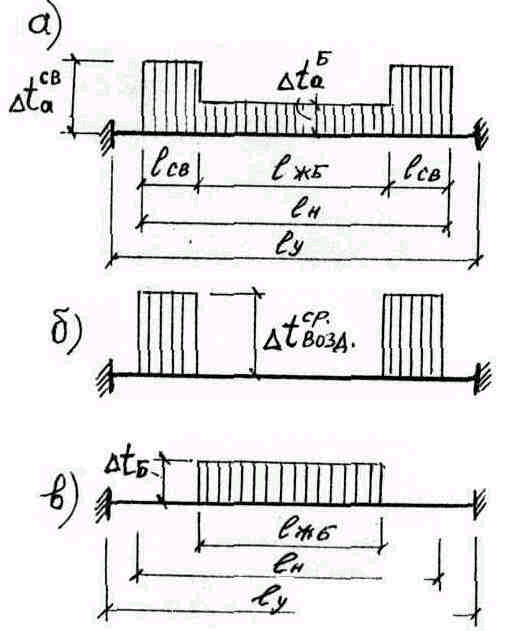
Экспериментальным путем установлено, что распределение температурного поля в пропарочной камере между элементами системы "напрягаемая арматура упоры ЖБ изделие" неравномерно (см. рис.5.1).
Как известно из курса физики, при изменении температуры элемента он деформируется (удлиняется при повышении и укорачивается при уменьшении температуры соответственно). При этом величина относительной температурной деформации, как известно, может быть определена из выражения:
t …(1)
|
|
Рис. 5.1. Распределение температурного поля между элементами системы в пропарочной камере при стендовой технологии изготовления ЖБК: а – по длине напрягаемой арматуры; б в воздушной среде камеры; в в бетоне изделия; lжб длина ж/б изделия; lн длина зоны нагрева; lу расстояние между упорами по длине стенда; lсв длина свободных участков арматуры (между торцом изделия и границей зоны нагрева).
|
|
|
|
|
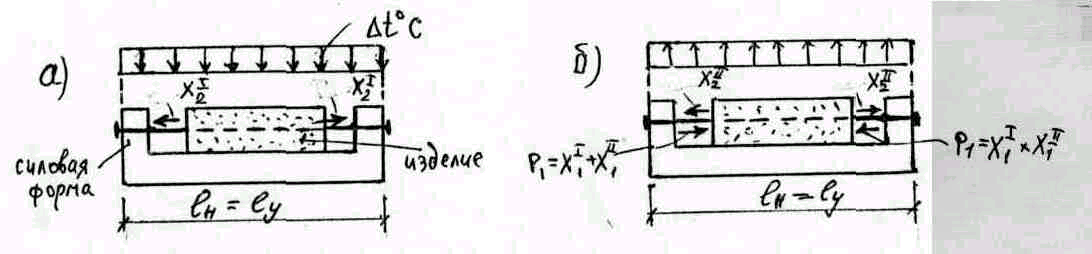
Рис. 5.2. Характер взаимодействия преднапряженной арматуры и твердеющего бетона при ТВО для стендовой технологии: а при подъеме температуры и изотермической выдержке; б при охлаждении (здесь усилия Х1,2 условно показаны вне оси арматуры).
|
|

|
|
|
Рис. 5.3. Характер взаимодействия преднапряженной арматуры и твердеющего бетона при ТВО для агрегатно-поточной технологии: а при подъеме температуры и изотермической выдержке; б при изотермической выдержке и охлаждении; Примечание. Здесь приняты следующие условности в изображении:
|
где:
коэффициент линейного температурного расширения материала; физический смысл коэффициента он показывает величину относительной деформации материала при изменении температуры на один градус. Величина коэффициента для арматурных сталей составляет s =(11.2)105 град 1, а для бетона b = 1105 град1;
t температурный градиент в градусах Цельсия.
Экспериментальным путем установлено, что распределение температурного поля в пропарочной камере между элементами системы "напрягаемая арматура упоры ЖБ изделие" неравномерно (см. рис.5.1).
Различный перепад температур для элементов системы приводит к различным температурным деформациям этих элементов в пределах пропарочной камеры (в соответствии с ф. (1)). В связи с тем, что каждый участок арматуры, имеющий разную температуру, удлиняется по-разному, это приведет к появлению дополнительных усилий Xi в свободных участках арматуры длиной lа. Наличие таких усилий в свободных участках арматуры при нагреве конструкции означает, что конструкция будет испытывать со стороны свободных участков арматуры дополнительные усилия, не предусмотренные расчетом. Действие дополнительных усилий изменяет напряженное состояние конструкции и может привести к появлению в ней дефектов, серьезно ухудшающих ее эксплуатационные качества.
Из опытов установлено, что действие температурного поля при пропарке железобетонных конструкций приводит к таким негативным последствиям:
1) увеличиваются потери предварительного напряжения в ПНК (а это требует увеличения расхода арматуры при проектировании конструкции);
2) температурный перепад может привести к обрыву арматуры на свободных участках арматуры длиной lа при подъеме температуры;
3) возникают технологические трещины (продольные и поперечные) еще до передачи усилия обжатия на бетон из-за неравномерного нагрева и охлаждения бетона, арматуры и формы. Наличие таких трещин существенно влияет не только на трещиностойкость конструкции, но и на ее несущую способность;
4) ухудшается анкеровка арматуры и сцепление ее с бетоном в опорных участках (это очень опасный дефект, который может привести к обрушению конструкции при эксплуатации).
Кроме того, следует учитывать, что все технологические воздействия на бетон при ТВО происходят, когда он горячий. А по данным последних исследований прочность горячего бетона на растяжение Rbt,гор может достигать (0,60,8) от соответствующей прочности того же бетона в остывшем состоянии Rbt.
Здесь, на первый взгляд, может показаться парадоксальным утверждение о том, что именно арматура свободных участков воздействует на бетон конструкции, ведь она (напрягаемая арматура) при пропарке изделия еще не спущена с упоров. Однако сам характер повреждений конструкции после пропарки свидетельствует об их силовом происхождении. Следовательно, конструкция при пропарке испытывает со стороны свободных участков арматуры силовые воздействия. А обусловлено это температурными деформациями системы.
Итак, в пропарочной камере действие температурного поля t проявляется в виде температурной деформации арматуры и бетона, которая изменяет первоначальное значение усилия Р01 в свободных участках арматуры. Эти изменения можно представить в виде дополнительных усилий X1 =( P01) ( "ослабление" арматуры), уменьшающих усилие Р01; и усилий X2 = +(P01) (дополнительное натяжение, втяжка, дотяжка арматуры), которые увеличивают усилие Р01 в арматуре (рис. 5.2 и 5.3).
Поэтому в дальнейшем будем рассматривать именно эти дополнительные усилия Xi в свободных участках арматуры при ТВО как внешние силовые воздействия на конструкцию, обусловленные температурными деформациями системы.
Для того чтобы выявить, почему происходят отмеченные выше отрицательные явления (перечисленные в пп.14), проведем анализ НДС преднапряженного элемента в процессе ТВО.
Характер взаимодействия напряженной арматуры и твердеющего бетона конструкции при ТВО зависит от многих факторов: от вида технологии (стендовая, агрегатно-поточная), прочности и вида бетона; наличия начального сцепления между арматурой и бетоном; температуры уложенного бетона до начала ТВО, класса напрягаемой арматуры и т.д..
Выводы по рассмотренному вопросу.
1. При ТВО основным технологическим фактором является температурное поле, которое в процессе изменения температур распределяется неравномерно между элементами системы «упоры напрягаемая арматураформирующееся изделие».
-
Неравномерное распределение температурного градиента по длине напрягаемой арматуры приводит к появлению дополнительных усилий в свободных участках арматуры Xi.
-
Появление дополнительных усилий в свободных участках арматуры при пропарке изделия приводит к дефектам конструкции, существенно ухудшающим эксплуатационные качества конструкции.
-
Дополнительные усилия в свободных участках арматуры в дальнейших наших рассуждениях будем рассматривать как внешнее воздействие по отношению к конструкции, от действия которых изменяется напряженное состояние конструкции.
Далее рассмотрим характер изменения усилия Р01 в свободных участках арматуры для различных технологий и влияние этих усилий на качество конструкции.
-
Вопрос
5.2.
Напряженно-деформированное состояние преднапряженных железобетонных конструкций в процессе ТВО при стендовой технологии изготовления.
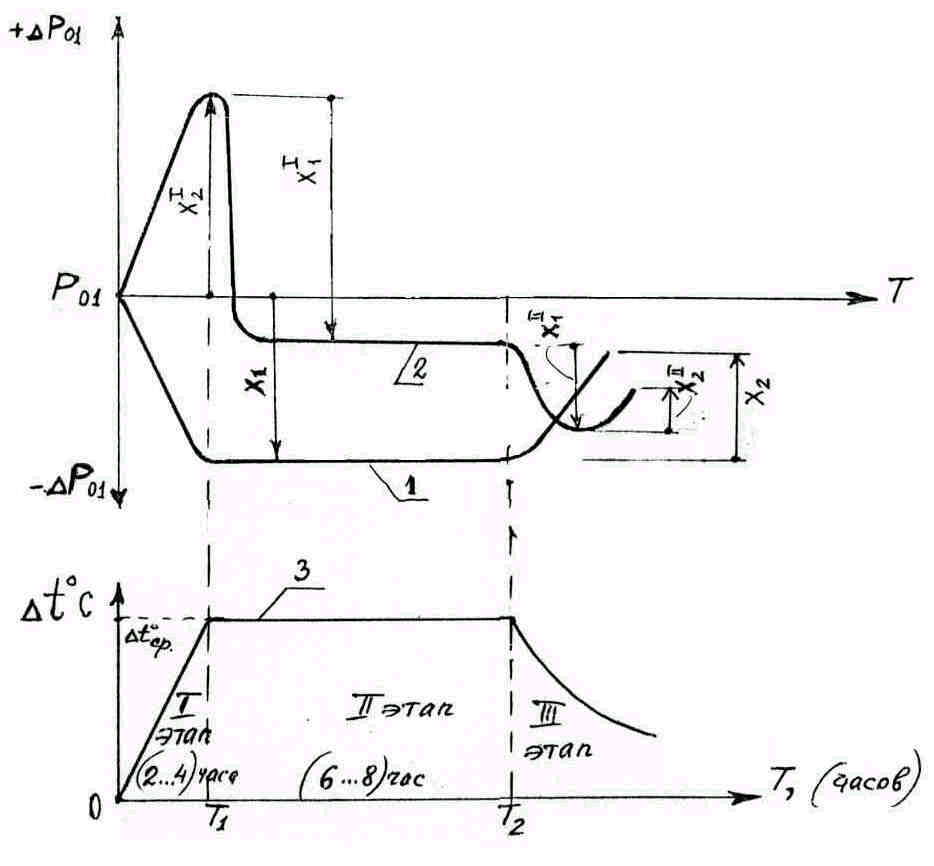
При с т е н д о в о й технологии на этапе подъема температуры (1-й этап на рис.5.4) наблюдается интенсивное уменьшение усилия Р01 до (Р01-X1) за счет температурных деформаций арматуры при нагреве, которые происходят в стесненных условиях (так как упоры при этом остаются не смещаемыми) и появления в свободных участках дополнительных сжимающих усилий X1. Так как усилие X1 направлено к изделию, то есть сжимает его, то напряжения в предварительно растянутой арматуре в пределах изделия уменьшаются, что в итоге приводит к потерям преднапряжения в напрягаемой арматуре от перепада температур. Кроме того, от действия усилия X1 происходит некоторое обжатие бетона изделия до напряжений b1.
Здесь очень важно понять, что напрягаемая арматура еще зафиксирована на упорах, а ее воздействие на конструкцию обусловлено дополнительными усилиями, которые возникают в свободных концах арматуры от ее температурных удлинений!!!
При этом возможно нарушение сцепления арматуры с бетоном (которое, кстати, только начинает формироваться при подъеме температуры), либо могут быть продольные (вдоль напрягаемой арматуры) трещины. Следовательно, для стендовой технологии наличие некоторой начальной прочности бетона к моменту подъема температуры является положительным фактором. Тогда бетон будет в состоянии воспринять обжатие усилиями X1, которые в начальный период еще также невелики. Это начальное обжатие бетона усилиями X1 при условии, что бетон способен их воспринять, является возможностью получить некоторый экономический эффект за счет снижения расхода напрягаемой арматуры, если учесть этот эффект при проектировании.
|
|
|
Рис. 5.4. Диаграммы изменения усилия Ро1 в свободных участках арматуры при ТВО в зависимости от технологии изготовления изделия:
1 для стендовой технологии изготовления; 2 для агрегатно-поточной технологии изготовления 3 изменение температурного поля tоС в процессе ТВО изделия; Ро1 начальное значение усилия в напрягаемой арматуре к началу тепловой обработки с учетом проявившихся потерь (от релаксации арматуры и деформации анкерных устройств); +Ро1 прирост растягивающих усилий в арматуре свободных участков; -Ро1 уменьшение растягивающих усилий в арматуре свободных участков. |
|
|
|
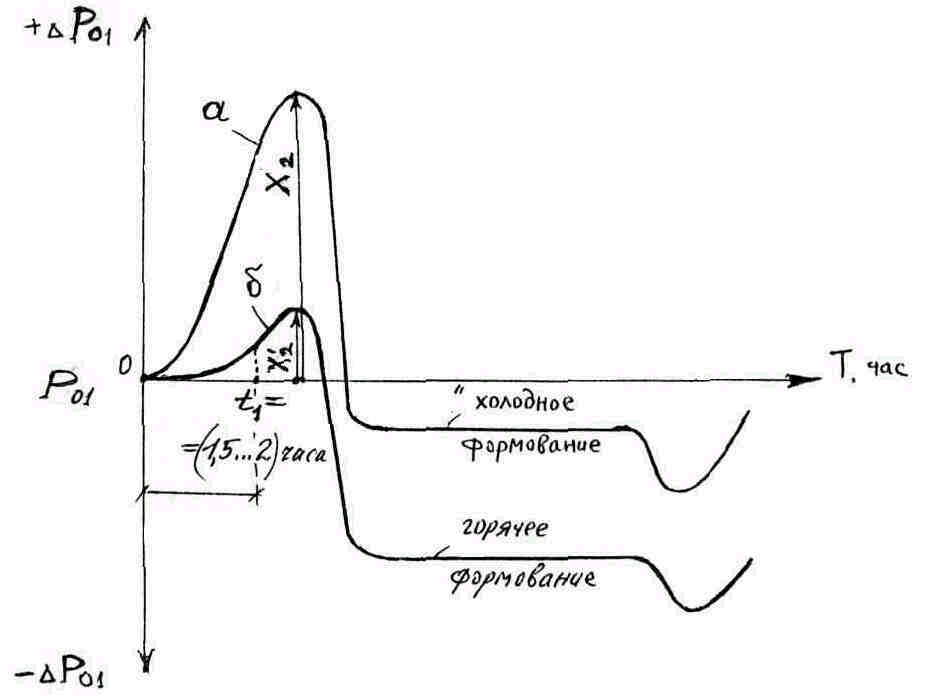
Рис. 6.5. Характер изменения усилия Ро1 в свободных участках арматуры в зависимости от начала сцепления арматуры с бетоном при агрегатно-поточной технологии изготовления изделия: а для конструкции, у которой сцепление арматуры с бетоном имеется в момент времени t = 0 (т.е. до начала ТВО); то же, для «холодного» формования; б для конструкции, у которой сцепление арматуры с бетоном возникает лишь спустя некоторое время после начала ТВО, через t1= 1.52часа после начала ТВО; то же, для «горячего» формования.
|
Обеспечивается начальная прочность бетона либо предварительной выдержкой изделия до ТВО (в обычных условиях в цеху), либо использованием бетонов более высоких классов (так как у последних сроки начала схватывания короче, чем у бетонов средней прочности).
Следовательно, предварительная выдержка изделия до ТВО (т.е. формирование начального сцепления арматуры и бетона) также создает условия для получения определенного экономического эффекта, так как позволяет применять более жесткие режимы ТВО (быстрый подъем температуры и сокращение сроков изотермического прогрева). При этом, чем выше марка цемента и температура окружающий среды и ниже В/Ц, тем короче время предварительной выдержки изделия и больше скорость подъема температуры.
Анализ напряженно-деформированного состояния преднаряженной железобетонной конструкции при ТВО позволяет сделать следующие выводы:
-
При стендовой технологии изготовления преднапряженной конструкции целесообразна начальная прочность бетона (то есть наличие сцепления арматуры с бетоном). Обеспечивается она предварительной выдержкой изделия до начала ТВО, либо использованием бетонов высокой прочности. Это может быть учтено при проектировании конструкции, если предполагается ее изготовление по стендовой технологии.
Наличие начальной прочности бетона позволяет применять более жесткий режим подъема температуры на 1-м этапе ТВО (то есть, например, в течение двух часов вместо четырех), а также сокращать сроки изотермического прогрева изделия на 2-м этапе (то есть, например, в течение восьми часов вместо десяти). В результате будет получен определенный экономический эффект за счет сокращения продолжительности ТВО и увеличения производительности предприятия.
2. При стендовой технологии изготовления железобетонных конструкций предпочтительнее передачу обжатия на бетон производить как можно раньше после окончания изотермического прогрева (после момента времени T2 на рис. 5.4). Это не даст возможности проявиться усилиям Х2 в свободных участках арматуры и избежать всех связанных с ним последствиям.