

2.2. Порядок выполнения работы
1) Изучить конструкцию и назначение сверл, зенкеров, разверток.
2) Измерить конструктивные параметры спирального сверла: d, 2φ, φ1, ω, ψ, длину главных режущих кромок К и поперечной режущей кромки Кп.
3) Вычислить передний угол γ в нескольких точках главной режущей кромки К и построить график изменения переднего угла по ее длине.
4) В соответствии с заданием (см. табл. 2.1) выполнить эскизы технологических переходов при обработке отверстия с заданной точностью. Порядок обработки отверстий наиболее распространенных размеров (при длине отверстия не более пяти диаметров) указан в табл. 2.2, где С – сверление; РС – рассверливание; З – зенкерование; Р – развертывание.
2.3. Содержание отчета
1) Краткое описание конструкции и назначения сверл, зенкеров и разверток.
2) Эскиз рабочей части спирального сверла с сечениями и видами, достаточными для обозначения всех линейных и угловых параметров, с расшифровкой обозначений и указанием материала режущей части и хвостовика.
3) Результаты измерений параметров спирального сверла, график изменения переднего угла γ сверла по длине главной режущей кромки К.
4) Эскизы технологических переходов обработки отверстия в соответствии с заданным вариантом (см. рис. 2.9).
|
|
|
|
а б |
в г д е |
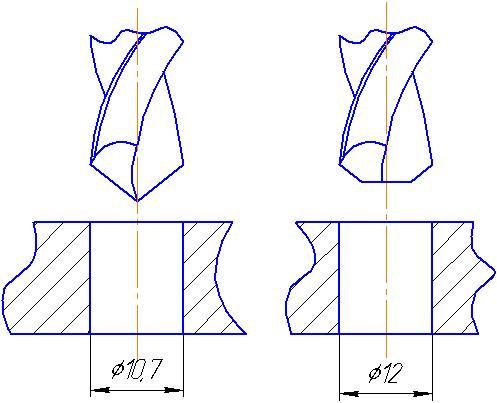

а, б – обработка отверстия диаметром 12 мм по 12-му квалитету точности;
в, г, д, е – обработка отверстия диаметром 35 мм по 9-му квалитету точности
Рис. 2.9. Эскизы технологических переходов обработки отверстий
Таблица 2.1
Исходные данные для выполнения индивидуального задания
|
Номер варианта |
Номинальный диаметр, мм |
Квалитет точности |
Номер варианта |
Номинальный диаметр, мм |
Квалитет точности |
|
1 |
12 30 |
8 11 |
16 |
26 55 |
9 9 |
|
2 |
13 32 |
8 12 |
17 |
14 38 |
7 11 |
|
3 |
14 34 |
9 10 |
18 |
28 55 |
11 10 |
|
4 |
15 35 |
7 13 |
19 |
19 58 |
10 11 |
|
5 |
16 36 |
9 8 |
20 |
60 20 |
7 11 |
|
6 |
17 38 |
8 10 |
21 |
24 62 |
8 10 |
|
7 |
18 40 |
11 7 |
22 |
15 70 |
7 11 |
|
8 |
19 42 |
9 11 |
23 |
22 68 |
9 9 |
|
9 |
20 44 |
10 10 |
24 |
16 72 |
11 8 |
|
10 |
21 45 |
11 10 |
25 |
28 78 |
8 13 |
|
11 |
22 46 |
8 11 |
26 |
32 80 |
13 8 |
|
12 |
23 48 |
10 9 |
27 |
17 55 |
8 12 |
|
13 |
24 50 |
7 12 |
28 |
46 65 |
12 9 |
|
14 |
25 50 |
11 8 |
29 |
28 58 |
7 11 |
|
15 |
19 60 |
11 7 |
30 |
30 16 |
12 10 |
Таблица 2.2
Рекомендуемый порядок обработки отверстий в сплошном материале
|
Диаметр отверстия, мм |
Квалитет точности допуска диаметра |
|||
|
12, 13 |
11 |
9, 10 |
7, 8 |
|
|
До 10 |
С |
С |
С + Р |
С + Р + Р |
|
10 – 30 |
С |
С + З |
С + З + Р |
С + З + Р + Р |
|
30 – 80 |
С + РС |
С + РС + З |
С + РС + З + Р |
С + РС + З + Р + Р |
Диаметры инструментов на эскизах проставить, используя данные табл. 2.3. Предварительное сверление при изготовлении отверстий диаметром более 30 мм выполняется сверлом диаметром 20 мм.
Таблица 2.3
Рекомендуемые диаметры промежуточных инструментов
для обработки отверстий в сплошном материале, мм
|
Номинальный диаметр отверстия, мм |
Сверло |
Зенкер |
Развертка |
|||||
|
первое |
второе |
черновая |
чистовая |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
12 |
10,7 |
– |
11,82 |
11,94 |
12 |
|||
|
13 |
11,7 |
– |
12,82 |
12,94 |
13 |
|||
|
14 |
12,7 |
– |
13,82 |
13,94 |
14 |
|||
|
15 |
13,7 |
– |
14,82 |
14,94 |
15 |
|||
|
16 |
14,25 |
– |
15,82 |
15,94 |
16 |
|||
|
17 |
15,25 |
– |
16,82 |
16,94 |
17 |
|||
|
18 |
16,25 |
– |
17,82 |
17,94 |
18 |
|||
|
19 |
16,5 |
– |
18,82 |
18,93 |
19 |
|||
|
20 |
17,5 |
– |
19,75 |
19,93 |
20 |
|||
|
21 |
18,5 |
– |
20,75 |
20,93 |
21 |
|||
|
22 |
19,5 |
– |
21,75 |
21,93 |
22 |
|||
|
23 |
20,5 |
– |
22,75 |
22,93 |
23 |
|||
|
24 |
21,5 |
– |
23,75 |
23,93 |
24 |
|||
|
25 |
22,5 |
– |
24,75 |
24,93 |
25 |
|||
|
26 |
23,5 |
– |
25,75 |
25,93 |
26 |
|||
|
28 |
25,5 |
– |
27,75 |
27,93 |
28 |
|||
|
30 |
20,0 |
27,5 |
29,75 |
29,93 |
30 |
|||
|
32 |
20,0 |
29,0 |
31,71 |
31,92 |
32 |
|||
|
34 |
20,0 |
31,0 |
33,71 |
33,92 |
34 |
|||
|
35 |
20,0 |
32,0 |
34,71 |
34,92 |
35 |
|||
|
36 |
20,0 |
33,0 |
35,71 |
35,92 |
36 |
|||
|
38 |
20,0 |
35,0 |
37,71 |
37,92 |
38 |
|||
|
40 |
20,0 |
37,0 |
39,71 |
39,92 |
40 |
|||
|
42 |
20,0 |
39,0 |
41,72 |
41,92 |
42 |
|||
|
44 |
20,0 |
41,5 |
43,71 |
43,92 |
44 |
|||
|
45 |
20,0 |
42,0 |
44,71 |
44,92 |
45 |
|||
|
Окончание табл. 2.3 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
|
|
|
|
|
|
|||
|
46 |
20,0 |
42,8 |
45,71 |
45,92 |
46 |
|||
|
50 |
20,0 |
46,0 |
49,71 |
49,92 |
50 |
|||
|
48 |
20,0 |
45,0 |
47,71 |
47,92 |
48 |
|||
|
52 |
20,0 |
48,0 |
51,65 |
51,91 |
52 |
|||
|
55 |
20,0 |
51,0 |
54,65 |
54,91 |
55 |
|||
|
58 |
20,0 |
54,0 |
57,65 |
57,91 |
58 |
|||
|
62 |
20,0 |
58,0 |
61,65 |
61,91 |
62 |
|||
|
65 |
20,0 |
61,0 |
64,65 |
64,91 |
65 |
|||
|
68 |
20,0 |
63,0 |
67,65 |
67,91 |
68 |
|||
|
70 |
20,0 |
65,0 |
69,65 |
69,91 |
70 |
|||
|
72 |
20,0 |
68,0 |
71,65 |
71,91 |
72 |
|||
|
75 |
20,0 |
71,0 |
74,65 |
74,91 |
75 |
|||
|
78 |
20,0 |
72,0 |
77,65 |
77,91 |
78 |
|||
|
80 |
20,0 |
75,0 |
79,65 |
79,91 |
80 |
|||