

1.1.4. Геометрические параметры резца (гост 25762-83)
Положение элементов рабочей части резца в пространстве определяется системой угловых размеров, которые называются геометрическими параметрами и могут быть измерены в статической, кинематической и инструментальной прямоугольных системах координат.
Статическая система координат имеет начало в рассматриваемой точке k на режущей кромке и ориентирована относительно направления скорости главного движения резания V (см. рис. 1.4, 1.6).
Кинематическая система координат ориентирована относительно направления результирующей скорости резания Vе.
Инструментальная система координат ориентирована относительно элементов режущего инструмента, принятых за базу. Для токарных резцов такими элементами являются продольная и поперечная оси, опорная поверхность.
В качестве исходных баз для измерения углов в статической и кинематической системах координат используются следующие координатные плоскости, следы которых показаны на рис. 1.6 и 1.7:
-
основная плоскость Рv – проведенная через рассматриваемую точку k на режущей кромке перпендикулярно вектору скорости главного движения резания V в статической системе координат (Рvс) или перпендикулярно направлению результирующей скорости резания Vе в кинематической системе (Рvк);
-
главная Рn и вспомогательная
 плоскости резания, касательные к
поверхности резания в рассматриваемых
точках k
и k1
на главной и вспомогательной режущих
кромках, соответственно, и перпендикулярные
к основной плоскости Рv
(см. рис. 1.7). В
статической плоскости резания Рnc
расположен вектор скорости главного
движения резания V,
проходящий через точку
k,
а в кинематической Рnк
– вектор результирующей скорости
резания Ve;
плоскости резания, касательные к
поверхности резания в рассматриваемых
точках k
и k1
на главной и вспомогательной режущих
кромках, соответственно, и перпендикулярные
к основной плоскости Рv
(см. рис. 1.7). В
статической плоскости резания Рnc
расположен вектор скорости главного
движения резания V,
проходящий через точку
k,
а в кинематической Рnк
– вектор результирующей скорости
резания Ve;
n,
об/мин V
Ve
Рnc
Рvс
Рvс
Рvк
Рvк
Рnc Рnк η
γк
γс η
αс
αк
![]()












Рис. 1.6. Системы координат и координатные плоскости при точении канавки, отрезании и подрезании торца (в проекции на рабочую плоскость Рs)
-
рабочая плоскость Рs – проведенная через рассматриваемую точку k, в которой расположены направления скоростей главного движения резания V и движения подачи Vs, перпендикулярно основной плоскости Рv и параллельно вектору подачи S (см. рис. 1.7).
П
![]()
![]() через рассматриваемую точку k1
на вспомогательной режущей кромке (см.
рис. 1.7).
через рассматриваемую точку k1
на вспомогательной режущей кромке (см.
рис. 1.7).
γ1
β1
α1 φ
φ1 ε γ β α δ λ
k
k1
δ1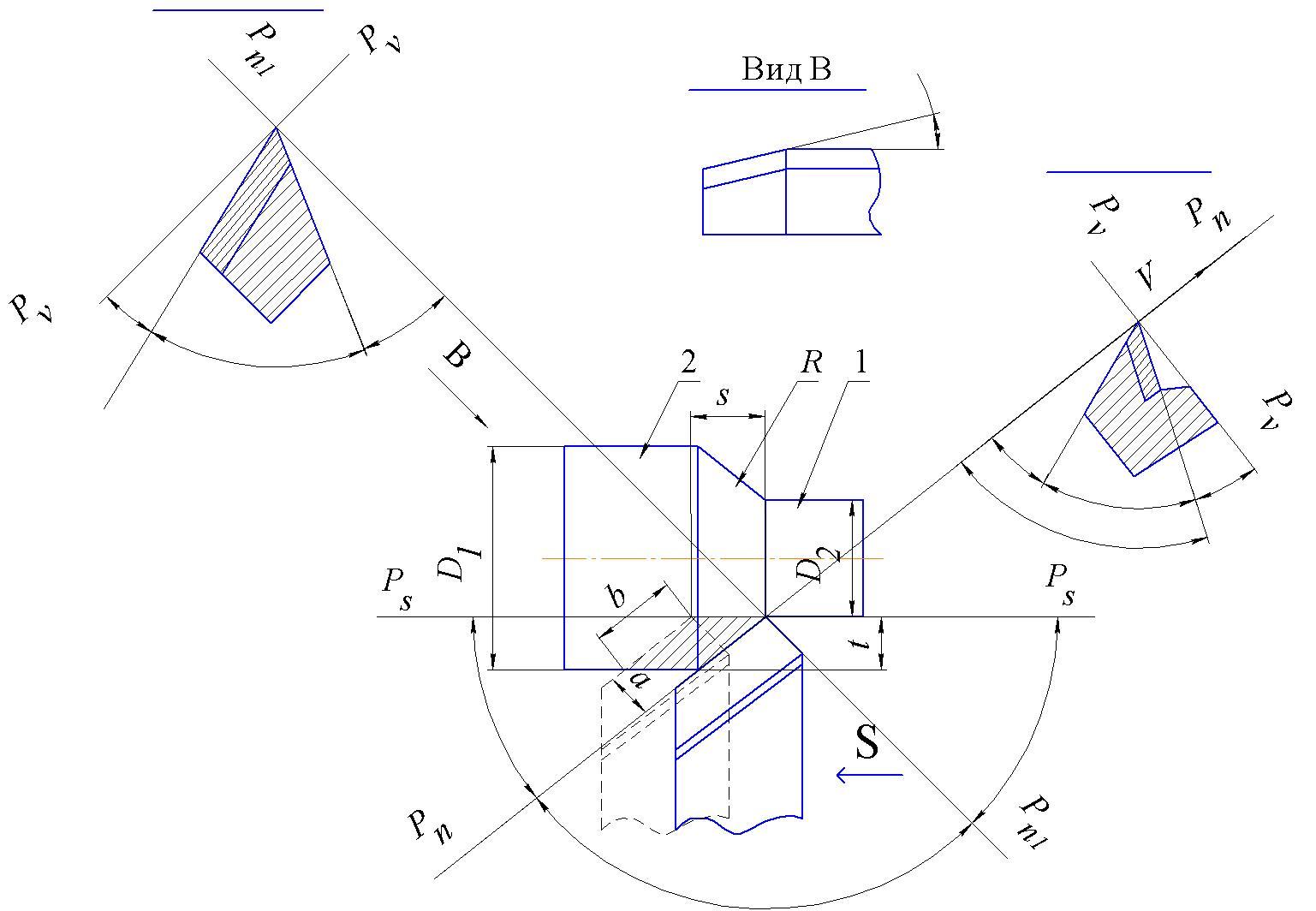


![]()




![]()
![]()
![]()
![]()

Рис. 1.7. Координатные плоскости и геометрические параметры лезвия прямого проходного правого резца в статической системе координат при точении цилиндрической заготовки
В главной секущей плоскости P измеряют:
главный задний угол – двугранный угол между главной задней поверхностью лезвия А (или касательной к ней) и главной плоскостью резания Рn;
главный передний угол – двугранный угол между передней поверхностью лезвия А (или касательной к ней) и основной плоскостью Рv; если передняя поверхность А располагается выше основной плоскости Рv, то угол отрицателен (иногда на передней поверхности делают фаску f размерами от 0,1 до 1,0 мм с отрицательным передним углом).
главный угол заострения – двугранный угол между передней А и главной задней А поверхностями лезвия (или касательными к ним, если эти поверхности криволинейны);
угол резания – двугранный угол между передней поверхностью А лезвия и главной плоскостью резания Рn, причем = + .
Аналогичным образом
измеряются углы 1,
1,
1,
1
во вспомогательной секущей плоскости
![]() (см. рис. 1.7).
(см. рис. 1.7).
В основной плоскости Рv измеряют:
главный угол в плане – угол между главной плоскостью резания Рn и рабочей плоскостью Рs, проведенными через точку k на режущей кромке;
вспомогательный
угол в плане 1
– угол между вспомогательной плоскостью
резания ![]() и рабочей плоскостью Рs,
проведенными через точку
k1;
и рабочей плоскостью Рs,
проведенными через точку
k1;
угол в плане при вершине резца – угол между главной К и вспомогательной К1 режущими кромками.
В главной плоскости резания Рn измеряется угол наклона главной режущей кромки – угол между главной режущей кромкой К и основной плоскостью Рv. Угол считается положительным, если все точки главной режущей кромки располагаются выше вершины резца. Для угла 1 условия определения знаков изменяются на противоположные.
Между углами, измеряемыми в основной плоскости, существуют следующие зависимости:
|
+ + 90; |
(1.1) |
|
= 90 – ( + ); |
(1.2) |
|
+ + 1 = 180. |
(1.3) |
В кинематической системе координат углы резца могут быть определены при известных статических углах по следующим формулам (см. рис. 1.6):
|
к = c – ; |
(1.4) |
|
к = c + , |
(1.5) |
где – угол скорости резания между направлениями скорости главного движения резания V и результирующей скорости резания Vе,
|
= arctg(Sо/D), |
(1.6) |
где Sо – подача на оборот заготовки, мм/об;
D – диаметр обрабатываемой поверхности.
К геометрическим параметрам срезаемого слоя металла относятся толщина срезаемого слоя a и ширина срезаемого слоя b (см. рис. 1.7).
Воспроизвести заданные на чертеже углы, измеряемые в нормальных сечениях, на заточных станках невозможно. Заточные станки позволяют выставить углы только в продольном и поперечном сечениях резца, перпендикулярных к основной (опорной, проходящей через подошву резца) плоскости. Углы в этих сечениях связаны между собой соотношениями:
|
tgпр = tgcos tgsin; |
(1.7) |
|
tgп = tgsin tgcos; |
(1.8) |
|
tgпр = tg/cos; |
(1.9) |
|
tgп = tg/sin. |
(1.10) |
В формулах (1.7) и (1.8) верхние знаки применяют для положительных значений , нижние – для отрицательных.
На угловые параметры резца влияет погрешность его установки на станке. Выдержать указанные на чертеже углы возможно, если вершину резца установить строго по высоте и перпендикулярно линии центров станка (по оси вращения заготовки). Если известна погрешность установки резца h относительно высоты центров станка, то фактические углы α и γ определяют по формулам:
|
ф = с arcsin(2h/D); |
(1.11) |
|
ф = с arcsin(2h/D). |
(1.12) |
Знаки «+» или «–» определяют по расчетной схеме.
Расчетная схема определения фактических углов резца с учетом погрешности его установки на станке приведена на рис. 1.8.
У
V
Ve
Рnф
Рnc
Рvс![]()
В
n,
об/мин
Рvс
Рvф
Рvф
Рnc
Рnф
γф
γс
αс
αф
+h D
А
С
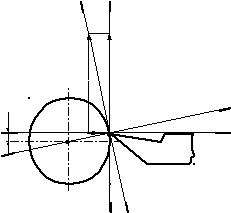













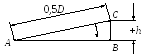
![]()
Рис. 1.8. Расчетная схема определения фактических углов резца с учетом погрешности его установки на станке (+h) по высоте центров